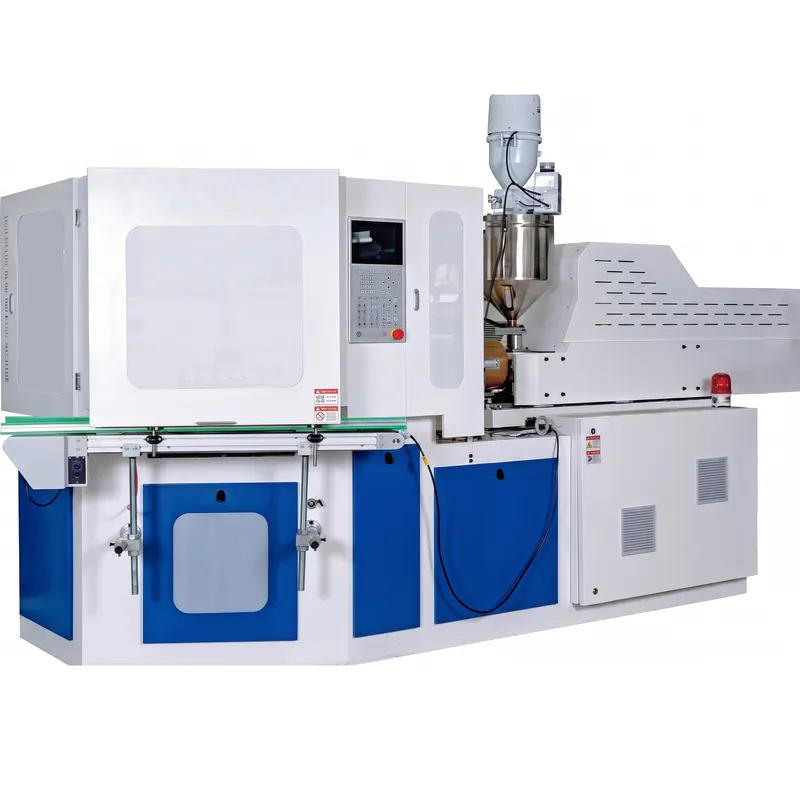
ZQ40 इंजेक्शन ब्लो मोल्डिंग मशीन (यूरोपीय)
Our ZQ40 Injection Blow Molding Machine integrates a full European-style structural design, laying a solid foundation for long-term stable operation. With a damping force 20%-30% higher than that of similar injection blow molding machines in the market, it ensures uniform wall thickness and flawless finish of work pieces. The standard servo rotation system enables precise control and simple operation, reducing the learning curve for operators.
ZQ40 इंजेक्शन ब्लो मोल्डिंग मशीन (यूरोपीय)
Our ZQ40 Injection Blow Molding Machine integrates a full European-style structural design, laying a solid foundation for long-term stable operation. With a damping force 20%-30% higher than that of similar injection blow molding machines in the market, it ensures uniform wall thickness and flawless finish of work pieces. The standard servo rotation system enables precise control and simple operation, reducing the learning curve for operators. Thanks to the unique pressurized clamping structure, the booster cylinder does not participate in mold opening or closing, which not only improves clamping stability but also reduces energy consumption by 10%-20% compared to industry standards. This IBM machine is engineered to deliver exceptional precision for manufacturers seeking high-volume output with minimal defects.
Designed for versatile packaging applications, the ZQ40 plastic injection blow molding machine is widely used in pharmaceutical bottle production, cosmetic container manufacturing, food-grade packaging, and daily chemical product packaging. Whether you need to produce small 10ml eyedropper bottles or large 1000ml containers, this injection blow moulding machine provides the flexibility and reliability that modern production lines demand. With a compact footprint of just 3.5 x 1.3 x 1.7 meters and a net weight of 3.8 tons, the ZQ40 fits seamlessly into existing factory layouts while delivering industry-leading output rates and energy efficiency that make it a top choice among injection blow molding machine manufacturers worldwide.
Mold Cavitation(For Reference)
| Approx Volume | 10ml | 30ml | 60ml | 100ml | 250ml | 500ml | 1000ml |
|---|---|---|---|---|---|---|---|
| Max.cavitation | 9 | 8 | 6 | 4 | 3 | 2 | 1 |
Technical Parameters
| वस्तु | Unit | ZQ40 |
|---|---|---|
| Injection System | ||
| Screw Diameter | मिमी | 40/45 |
| Screw L/D | % | 22:1 |
| Injection weight! | जी | 190/260 |
| Heating power | KW | 7.5 |
| Number of barrel zone | 3+N | |
| Injection stroke | मिमी | 120 |
| Clamping System | ||
| Clamping force of injection | के.एन. | 400 |
| Opening stroke for injection | मिमी | 165 |
| C lamping force of blowing | के.एन. | 60 |
| Opening stroke for blowing | मिमी | 140 |
| Lifing height of rotary ta ble | मिमी | 70 |
| Mould | ||
| Max.Platen size(LxW) | मिमी | 480x340 |
| Mold thickness | मिमी | 180 |
| Dia.of bottle | मिमी | 120 |
| Botle height | मिमी | 220 |
| Suitable bottle height | मिमी | 1-1500 |
| Stripping stroke | मिमी | 220 |
| Hydraulic system | ||
| Hydraulic Pressure | Map | 14 |
| Motor power | KW | 11 |
| Dry cycle | एस | 3.5 |
| Total Power | KW | 20 |
| Operating power | % | 52-70 |
| अन्य | ||
| Min.Air pressure ofcompressed air | MPa | 0.7- 1.2 |
| compressed air capacity | M³/min | 0.7 |
| Water flowage | M³/h | 3.5 |
| Cooling water pressure | MPa | 0.3-0.4 |
| Dimension(Lx W x H ) | एम | 3.5x1.3x1.7 |
| Net weight | Ton | 3.8 |
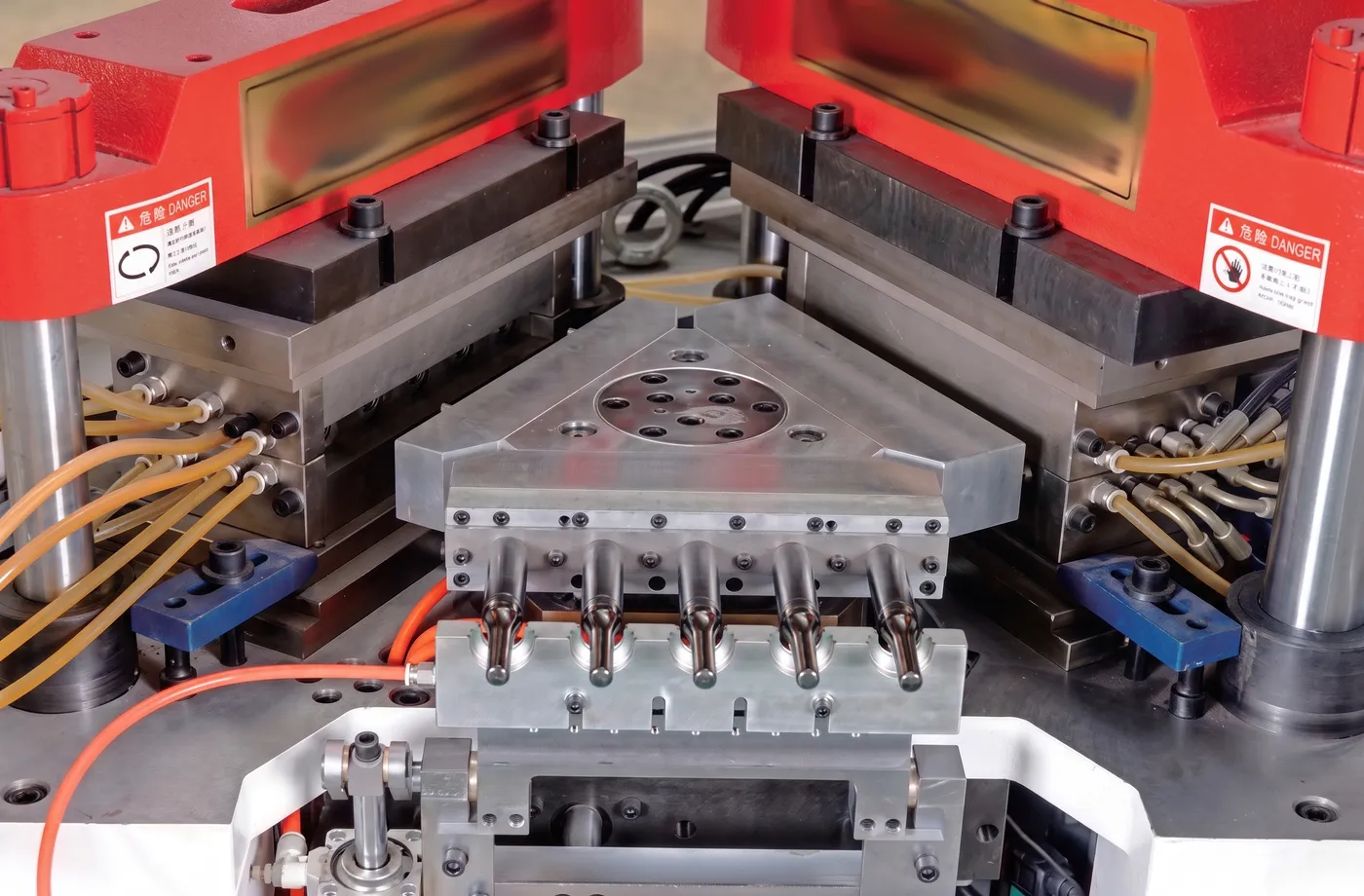
ZQ40 Injection Blow Molding Machine Components
| 1 | Stock Preparation/Injection Device | 2 | हॉट रनर |
| 3 | कोर रॉड | 4 | बोतल प्रीफॉर्म |
| 5 | इंजेक्शन मोल्ड | 6 | इंजेक्शन स्टेशन |
| 7 | ब्लो स्टेशन | 8 | ब्लो मोल्ड |
| 9 | स्ट्रिपिंग स्टेशन |
Key Features of the ZQ40 IBM Machine
1. Full Servo Motor Drive System
This all electric injection blow molding machine adopts a full servo motor drive system that completely eliminates the need for hydraulic oil in all machine movements. By removing traditional hydraulic components, the ZQ40 delivers a cleaner, quieter, and more environmentally friendly production environment. The servo-driven architecture also significantly reduces maintenance requirements, lowers the risk of oil contamination in sensitive packaging applications, and provides smoother, more responsive machine control across every stage of the molding cycle.
2. 20% Shorter Cycle Time
Compared with traditional injection blow molding machines, the ZQ40 boasts a 20% shorter cycle time. For standard 30ml bottles, each production cycle is completed in just 8.2 seconds, achieving a daily output of approximately 105,000 bottles with a maximum capacity reaching up to 115,000 bottles per day. This outstanding throughput makes the ZQ40 one of the best injection blow molding machine options for high-volume pharmaceutical and cosmetic container production where speed and consistency are critical to meeting demanding supply schedules.
3. 30% Energy Savings with High Precision
Energy consumption on this IBM injection blow molding machine is reduced by approximately 30% compared to conventional models, consuming only 12 kWh per hour during 30ml bottle production. The machine operates at significantly lower noise levels, providing a more comfortable working environment. With absolute encoders integrated into the servo system, the ZQ40 ensures exceptional repeatability and positioning precision. The special clamping structure allows adjustable clamping force from 40 to 80 tons, accommodating a wide range of product specifications without sacrificing performance.
4. Hygienic Bottom-Up Design
The ZQ40 injection blowing molding machine incorporates a bottom-up structural design that keeps the entire mold area completely free of lubricating oil. This hygienic architecture is specifically engineered to meet the stringent cleanliness standards required for pharmaceutical packaging, food-grade containers, and high-quality plastic bottles. For manufacturers in regulated industries, this oil-free mold zone eliminates contamination risks, ensures product purity, and simplifies the validation process required by GMP and FDA guidelines for primary packaging materials.
5. Electric Cylinder-Driven Injection Unit
As a fully customized injection blow molding machine for sale, the ZQ40 features an electric cylinder-driven injection unit that delivers enhanced injection stability throughout the production cycle. This advanced drive mechanism replaces traditional hydraulic injection systems, resulting in significantly lower maintenance costs and more consistent shot-to-shot repeatability. The electric cylinder provides precise pressure and speed control, enabling manufacturers to fine-tune injection parameters for different materials and bottle geometries, which is essential for achieving optimal wall thickness distribution and surface quality.
6. Full Automation Compatibility
The rear conveyor of the ZQ40 blow injection molding machine is designed for seamless integration with downstream automation equipment. It is fully compatible with visual inspection systems for detecting foreign particles in the bottle body, insufficient material at the bottle mouth, and uneven bottle bottoms. The machine can also be connected to side-leak testers, labeling machines, and automatic packaging equipment, enabling a completely unattended, fully automated production line from molding to finished packaging without human intervention at any stage.

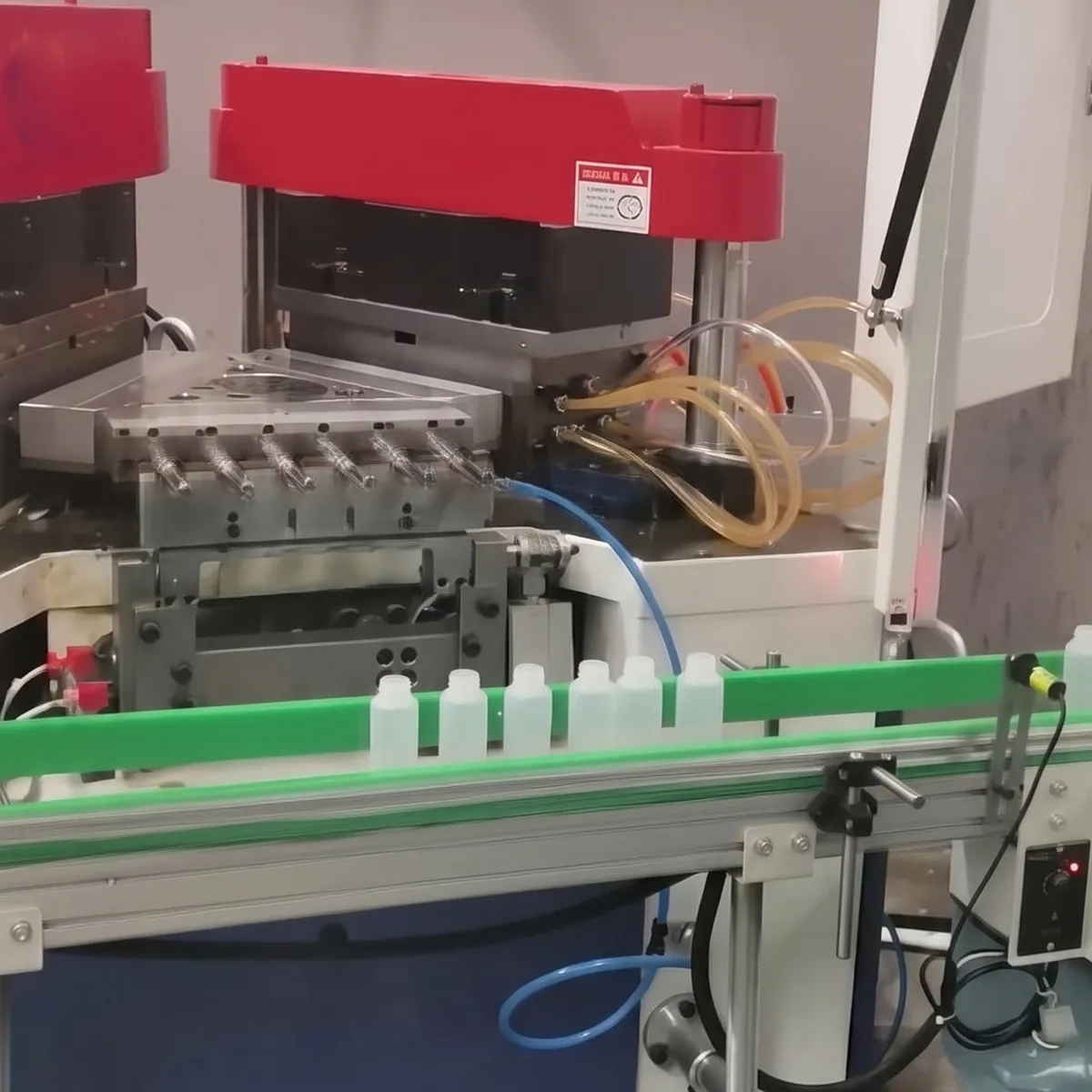
Working Principle of the Injection Blow Molding Machine
The ZQ40 one step injection blow molding machine operates through a synchronized three-station rotary process that combines injection, blowing, and stripping into a single continuous production cycle. This integrated approach maximizes efficiency while minimizing waste, making it one of the most advanced injection blow molding machines available for commercial bottle production.
Step 1: Preform Injection
During the preform injection stage, raw plastic material is heated and injected into the injection mold cavity through the precisely controlled screw and barrel system. The bottle neck, including threads and sealing surfaces, is molded with high dimensional accuracy at this station. The injection process is carefully controlled in terms of temperature, pressure, and timing to ensure that the parison (preform) has the correct shape, weight, and material distribution. Once the preform has sufficiently cooled and solidified to maintain its shape, the mold opens and the mandrel carrying the preform is transferred by the rotary table to the blow molding station for the next stage of production.
Step 2: Blow Molding
At the blow molding station, compressed air is introduced through the core rod mandrel to inflate the heated preform outward against the walls of the blow mold cavity. The bottle shape and final dimensions are determined by the blow mold design, and the number of cavities at this station depends on the target bottle size. As the pressurized air expands the parison, the softened plastic conforms precisely to the internal contours of the mold, creating a seamless, uniform container body. After a brief cooling period to set the bottle shape, the blow mold opens and the rotary table advances the mandrel and finished bottle to the stripping station.
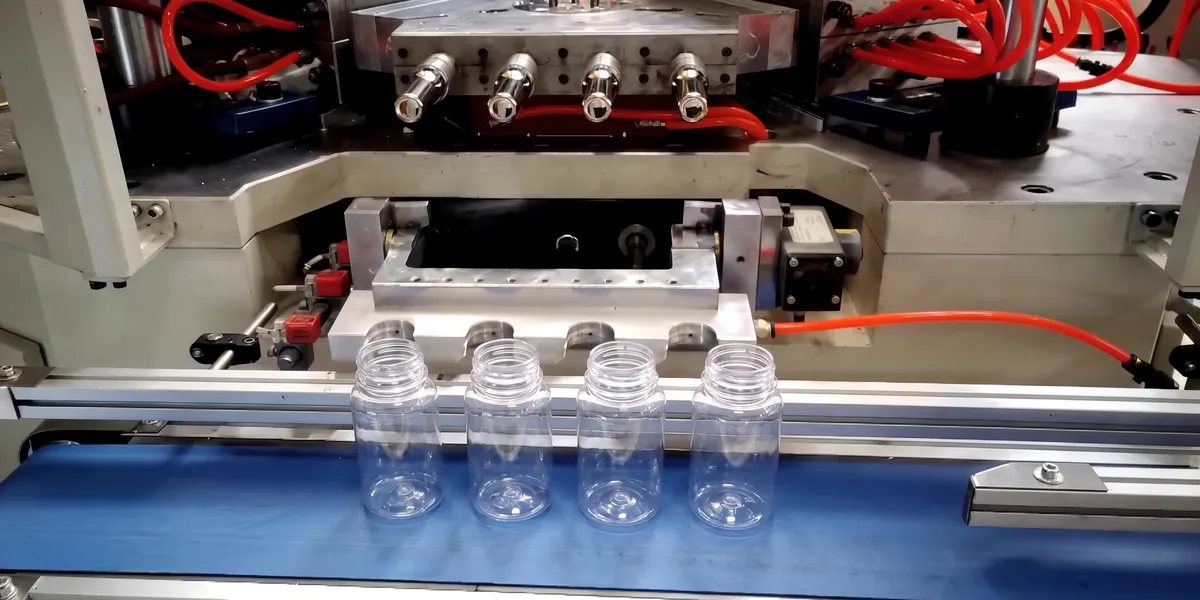
Step 3: Stripping
At the stripping station, the finished bottles are automatically ejected from the cooled core rods by the stripping mechanism. The ejected bottles are then conveyed to downstream equipment for inspection, labeling, or packaging. Critically, all three actions of the injection blow molding process (injection, blowing, and stripping) operate simultaneously at their respective stations. While one set of preforms is being injected, another set is being blown into bottles, and a third set of completed bottles is being stripped. This concurrent operation is the key to the high efficiency, rapid cycle times, and minimal material waste that characterize this injection blow moulding machine.

अनुप्रयोग उद्योग
1. Chemical Bottles
The ZQ40 injection blow molding machine produces chemical bottles with outstanding chemical resistance and consistent wall thickness. These containers are ideal for storing laboratory reagents, cleaning agents, solvents, and other industrial chemicals that require leak-proof, airtight sealing and materials that will not react with the contents over extended storage periods.
2. Pharmaceutical Bottles
Pharmaceutical packaging demands the highest standards of precision, cleanliness, and material integrity. The ZQ40 IBM machine delivers bottles with burr-free mouths, 100% sealed threads, and zero contamination risk thanks to its oil-free mold zone. It is well-suited for producing tablet bottles, liquid medicine containers, capsule vials, and other pharmaceutical primary packaging with full GMP compliance.
3. Cosmetic Bottles
For the cosmetics industry, surface finish quality is paramount. The ZQ40 plastic injection blow molding machine produces cosmetic containers with crystal-clear transparency, smooth outer surfaces, and precise neck dimensions. It is perfect for manufacturing lotion bottles, serum containers, foundation bottles, and premium skincare packaging where brand image depends on flawless visual presentation and reliable functionality.
4. Beverage Bottles
The ZQ40 is capable of producing food-grade beverage bottles from materials such as PP and HDPE for dairy drinks, juice containers, and flavored water bottles. The uniform wall thickness and consistent weight control (variation within 1%) ensure that each bottle maintains structural integrity during filling, capping, and transportation, reducing product loss and maintaining shelf appeal throughout the supply chain.
5. Food Bottles
Food packaging bottles produced by this injection blow molding machine meet rigorous safety and hygiene standards. The machine can form containers for spices, sauces, honey, cooking oil, and condiments using food-safe plastics. With no flash or burrs on the bottle mouth and bottom, every container provides a perfect seal and a clean presentation that food manufacturers and consumers expect from premium packaging.
6. Eyedropper Bottles
Small-volume eyedropper bottles require exceptional precision in neck dimensions and thread accuracy. The ZQ40 excels at producing these miniature containers, typically in the 5ml to 30ml range, with 100% sealed mouths and exact dimensional tolerances. These bottles are essential for eye care solutions, essential oils, pharmaceutical drops, and precision liquid dispensing applications where dosage accuracy and contamination prevention are critical requirements.
7. Shampoo Bottles
The ZQ40 injection blowing molding machine produces durable and visually appealing shampoo bottles with consistent wall thickness and smooth surfaces. These containers typically range from 200ml to 500ml and must withstand repeated squeezing, maintain their shape, and provide reliable closure performance. The machine handles HDPE, PP, and other materials commonly used in personal care packaging with excellent results.
8. Pesticide Bottles
Pesticide and agrochemical containers demand strong chemical resistance, leak-proof sealing, and tamper-evident closure compatibility. This injection blow molding machine produces robust pesticide bottles that meet strict agricultural packaging regulations. The consistent wall thickness, precise thread dimensions, and burr-free finish ensure safe storage and transport of hazardous chemical contents throughout their entire distribution lifecycle.
 |  |
| पेय की बोतल | दवा की बोतल |
 |  |
| शैम्पू की बोतल | रासायनिक बोतल |
ZQ40 Injection Blow Molding Machine Components
1. Stock Preparation / Injection Device
The stock preparation and injection device serves as the primary material processing unit. It includes the hopper, screw barrel assembly, and heating elements that melt, mix, and inject the raw plastic resin into the mold cavity with precisely controlled temperature, pressure, and volume for each production cycle.
2. Hot Runner System
The optimized hot runner system maintains the plastic material in a molten state as it flows from the injection nozzle to each mold cavity. This critical component ensures uniform material distribution, minimizes gram weight deviation between cavities, and eliminates cold runner waste, significantly improving material utilization efficiency.
3. Core Rod (Mandrel)
The core rod, also known as the mandrel, is mounted on the rotary table and forms the internal shape of the bottle preform. It features a specially designed structure that enables efficient core cooling and facilitates the fast molding cycle. The core rod also serves as the air channel during blow molding and the ejection point at the stripping station.
4. Bottle Preform (Parison)
The bottle preform, or parison, is the intermediate product formed during the injection stage. It consists of a precisely molded neck section with finished threads and a tubular body that will be expanded during blow molding. The preform quality, including its weight uniformity and wall thickness consistency, directly determines the final bottle quality.
5. Injection Mold
The injection mold defines the preform shape including neck threads, sealing surfaces, and body profile. Made from imported S136 steel alloy or 4Cr13 stainless steel, these precision molds feature activity-designed cavities and specialized cooling channels that ensure stable temperature control and consistent billet dimensions across every production cycle.
6. Injection Station
The injection station is where the raw material is injected into the mold cavities around the core rods. It houses the clamping mechanism that provides up to 400 KN of clamping force during injection, ensuring the mold halves remain tightly sealed under high injection pressure. Precise clamping control prevents flash and ensures defect-free preform production.
7. Blow Station
The blow station is where the heated preform is inflated into the final bottle shape using compressed air delivered through the core rods. The blow mold at this station defines the outer contour and surface texture of the finished container. With 60 KN of blowing clamping force and precise air pressure control, each bottle achieves consistent dimensions and a smooth surface finish.
8. Blow Mold
The blow mold is a precision-machined tool that determines the external geometry of the finished bottle, including its body shape, bottom contour, and any embossed features. Engineered for long service life, the blow mold is designed with efficient cooling circuits that enable rapid cycle times while maintaining accurate dimensional tolerances and superior surface quality on every molded bottle.
9. Stripping Station
The stripping station is the final stage where completed bottles are automatically ejected from the cooled core rods. The stripping mechanism operates with a 220mm stroke to cleanly remove bottles without causing deformation or surface damage. Stripped bottles are then transferred to the output conveyor for downstream processing, inspection, or packaging integration.
Differences Between Extrusion Molding and Injection Molding
Extrusion Molding Overview
Extrusion molding shapes plastic materials into continuous, uniform profiles by pushing melted plastic through a die, forming products like pipes, tubes, and sheets. The machinery operates continuously, making it ideal for high-volume production of simple, linear shapes. Most extrusion molding applications use thermoplastics such as polypropylene, polyethylene, and polystyrene. These materials offer flexibility, chemical resistance, and durability, which suit a range of industries.
A variety of industries rely on extrusion molding for its efficiency and versatility. For example, the solar industry uses it for panel frames, while the automotive sector produces weather seals and gaskets. Appliance manufacturers use extrusion for energy-efficient gaskets and handles, and the construction industry employs it for windows and doors. Medical device companies produce tubing and catheters, and the packaging industry manufactures films and sheets.
Common Extrusion Molding Materials
| सामग्री | Key Properties | आवेदन |
|---|---|---|
| Polypropylene | High flexural strength, moisture resistance | Tubes, interior trim, metal replacement |
| Nylon | High strength-to-weight ratio, chemical resistance | Reservoirs, tubes in automotive engines |
| Acrylic | Clarity, light transmission, impact resistance | Optical applications |
| Polyethylene | Flexibility, resilience, chemical resistance | Packaging films, pipes, containers |
| Polystyrene | Excellent insulation, lightweight | Construction insulation |
| Polycarbonate | Impact resistance, optical clarity | Automotive components, electronic enclosures |
| पेट | Toughness, abrasion resistance | Electrical pipes, appliance cases, trim |
Injection Molding Overview
Injection molding creates complex, three-dimensional parts by injecting molten plastic into a mold cavity. The process uses specialized machinery that can handle a wide range of thermoplastics and thermosets, producing items with intricate designs, tight tolerances, and high-quality surface finishes. Manufacturers often choose injection molding for products that require precision and detailed features.
The selection of materials plays a crucial role in determining product complexity and performance. Injection molding serves many industries including window and door frames, plumbing fixtures, electrical boxes, food packaging, medical devices, defense parts, agricultural tools, electronic components, and furniture parts. The ISBM machine (Injection Stretch Blow Molding Machine) represents a specialized form of injection molding that creates hollow plastic containers by stretching and blowing the injected preform into its final shape, highlighting the adaptability of injection molding for producing both solid and hollow items.
Extrusion Molding vs. Injection Molding
The main differences between extrusion molding and injection molding relate to product shape, complexity, cost, and applications. Extrusion molding produces continuous, uniform profiles, making it ideal for items like pipes and frames. Injection molding excels at creating complex, detailed, three-dimensional parts such as automotive components and medical devices. Recent advancements including overmolding, insert molding, new thermoplastics like polyetherimide and polyether ether ketone, and the integration of AI and robotics have further shaped the choice between these two methods, reflecting the evolution of modern manufacturing.
Technical Comparison: Injection Molding vs. Extrusion Molding
| पहलू | Injection Molding | Extrusion Molding |
|---|---|---|
| Machinery | Specialized machinery for injecting material into molds | Continuous process using a die to shape material |
| Melt Strength | Higher melt strength for complex shapes | Lower melt strength, suitable for simpler profiles |
| Materials Handled | Wide range of thermoplastics and thermosets | Primarily thermoplastics, limited to specific types |
| Part Complexity | Capable of producing intricate designs | Best for simpler, uniform shapes |
| सतह की फिनिश | High-quality surface finishes achievable | Surface finish can vary, often less refined |
| Production Volume | Suitable for high-volume production | Ideal for continuous production |
| Cycle Time | Longer cycle times due to cooling and solidification | Shorter cycle times, continuous flow |
| Tooling Costs | Higher initial tooling costs | Lower tooling costs |
| Material Waste | More material waste due to sprues and runners | Generally lower material waste |
| शुद्धता | High precision and tight tolerances possible | Moderate precision, less control over dimensions |
| Product Size | Limited by mold size | Can produce longer continuous shapes |
ZQ Series Injection Blow Molding Machine Mould
1. Activity-Designed Cavity and Neck Configuration
The injection mold features an activity-designed cavity and neck section with a specially engineered oil channel layout. This design allows the cavity and neck components to be changed conveniently for different product configurations while ensuring consistent tube billet sizing and stable temperature distribution throughout the mold. The interchangeable design reduces downtime when switching between different bottle specifications.
2. Premium Steel Alloy Mold Material
All injection mold components are manufactured from imported S136 steel alloy or 4Cr13 stainless steel. These high-strength, corrosion-resistant steel grades provide exceptional hardness, wear resistance, and polishability, significantly extending the mold service life. The premium material selection ensures that molds maintain their dimensional precision and surface finish quality over millions of production cycles.
3. Optimized Hot Runner and Mandrel System
The optimized hot runner system is precisely engineered to minimize gram weight deviation and wall thickness variation across all cavities. Combined with the specially structured mandrel design, this system maintains a fast molding cycle while providing excellent core cooling effectiveness. The result is consistently uniform bottles with minimal weight differences between individual units produced in the same cycle.
4. Precision Thread and 100% Seal Accuracy
The mould system produces bottle mouths and threads with exceptional dimensional accuracy, achieving 100% sealing reliability on every bottle. This level of precision is critical for pharmaceutical and chemical applications where container integrity directly impacts product safety, shelf life, and regulatory compliance. The accurate thread formation also ensures compatibility with standard closures and dispensing accessories.
5. Zero Burrs and Zero Waste at Mouth and Bottom
Unlike extrusion blow molding which produces 20-40% scrap material, the injection blow molding process on ZQ series machines produces bottles with absolutely no burrs or waste on the mouth and bottom. This eliminates the need for post-production trimming, reduces material costs, improves product quality, and ensures that every finished bottle is ready for immediate filling and packaging without additional processing steps.
6. Consistent Size, Weight, and Wall Thickness
Every bottle produced by the ZQ series mould maintains highly consistent product size, weight, mold parting line, and wall thickness from unit to unit. The weight variation remains within approximately 1%, compared to 3% variation typical of extrusion blow molding. This exceptional consistency is vital for automated filling lines, quality control compliance, and maintaining brand standards across large production runs.

Operation Precautions for the IBM Machine
1. Pre-Operation Safety Inspection
Before starting the injection blow molding machine, operators must perform a thorough safety inspection of all mechanical, electrical, and pneumatic systems. Verify that emergency stop buttons are functional, all safety guards are properly installed, the compressed air system is at the required pressure (0.7-1.2 MPa), and the cooling water supply is flowing at the correct pressure and temperature. Document all pre-start checks according to the daily maintenance logbook.
2. Material Preparation and Pre-Drying
Ensure that raw material is properly dried to the manufacturer-recommended moisture content before feeding into the hopper. Excessive moisture in materials like HDPE, PP, or PS can cause surface defects, bubbles, and inconsistent wall thickness during the injection process. Use a material dryer set to the correct temperature and duration for each specific resin type, and inspect material for contamination or foreign particles before loading.
3. Temperature Zone Monitoring
Closely monitor the barrel heating zone temperatures (3+N zones) to ensure they reach and maintain the correct processing temperature for the specific material being used. Improper temperature settings can lead to incomplete melting, material degradation, uneven flow distribution, and defective preforms. Allow adequate soak time for the barrel to reach uniform temperature before beginning production, and check temperature controller readings regularly during operation.
4. Mold Installation and Alignment
When installing or changing molds on the ZQ40, ensure precise alignment between the injection mold, blow mold, and stripping mechanism with the rotary table positions. Misalignment can cause mold damage, uneven clamping, and defective products. Follow the manufacturer's torque specifications for all mold mounting bolts, and verify the mold cooling channel connections are leak-free before starting trial runs with the new tooling setup.
5. Regular Maintenance Schedule Compliance
Adhere strictly to the recommended preventive maintenance schedule for the servo motors, rotary table bearings, screw barrel assembly, and all drive components. Lubricate designated points at the specified intervals, inspect wear parts such as screw tips and check valves for signs of degradation, and replace worn components promptly. Regular maintenance prevents unexpected downtime and ensures the machine maintains its precision and efficiency over its full operational lifespan.
6. Shutdown Procedure and Barrel Purging
Follow the correct shutdown sequence when stopping the injection blow molding machine. Purge the barrel with appropriate purging compound or transition material to remove residual resin and prevent carbonization during idle periods. Gradually reduce barrel temperatures according to the material specifications, switch off the cooling water supply only after the machine has sufficiently cooled, and engage all safety locks before leaving the machine unattended.

Common Troubleshooting for Injection Blow Molding Machine
Uneven Wall Thickness
If the finished bottles exhibit uneven wall thickness, check the preform temperature uniformity, core rod alignment, and injection pressure balance across all cavities. Misaligned core rods or inconsistent barrel zone temperatures are the most common causes. Verify that the hot runner system is distributing material evenly, inspect the core rod concentricity, and adjust the injection parameters to ensure balanced filling across all mold cavities.
Incomplete Blow Molding / Thin Spots
When bottles show thin spots or incomplete blow molding, the issue typically relates to insufficient blow air pressure, excessive preform cooling before the blow stage, or incorrect parison temperature distribution. Check that the compressed air supply is within the 0.7-1.2 MPa operating range, verify the timing between injection and blowing stations, and adjust the preform temperature profile for more uniform material stretching during inflation.
Flash or Burrs on Parting Line
Flash or excess material along the mold parting line indicates insufficient clamping force, worn mold surfaces, or excessive injection pressure. Inspect the mold mating surfaces for wear, debris, or damage. Ensure the clamping force is properly set (the ZQ40 supports 40-80 ton adjustable clamping), clean the mold parting surfaces, and reduce injection pressure or speed if the flash persists after mechanical checks are completed.
Bottle Sticking to Mold or Core Rod
If bottles are not releasing cleanly from the mold or sticking to the core rods at the stripping station, check the mold surface condition, cooling channel temperatures, and stripping mechanism operation. Excessive mold temperature, insufficient cooling time, or worn stripping components can all cause adhesion problems. Polish mold surfaces as needed, increase cooling water flow, and verify the stripping stroke reaches the full 220mm travel.
Short Shots or Incomplete Filling
Short shots occur when the mold cavities are not completely filled with material. Common causes include insufficient injection pressure, low barrel temperature, clogged hot runner nozzles, or inadequate material supply from the hopper. Increase injection pressure and speed, raise barrel zone temperatures gradually, inspect and clean hot runner channels, and verify that the material feed system is operating without blockages or bridging in the hopper.
Surface Defects (Streaks, Bubbles, Sink Marks)
Surface imperfections such as streaks, bubbles, or sink marks may result from moisture in the raw material, excessive barrel temperature causing material degradation, trapped air, or inadequate packing pressure. Ensure the material is thoroughly pre-dried, check barrel temperatures for signs of overheating, verify the venting in the mold is clear, and increase holding pressure and time to compensate for material shrinkage during cooling.
Why Choose CMN's Injection Blow Molding Machine?
CMN Transmission is a specialized injection blow molding machine manufacturer primarily engaged in the research and development, production, sales, and international trade of automatic one-step injection-blowing blow molding machines and supporting injection-blowing mold systems. Our comprehensive product range includes injection blow molding machines, extrusion blow molding machines, injection stretch blow molding machines, and a full lineup of auxiliary equipment. Located in a strategically advantageous position with convenient transportation access, CMN Transmission serves customers across Asia, Europe, the Americas, Africa, and the Middle East.
CMN Transmission boasts an outstanding R&D team that brings together many experienced engineering and technical professionals specializing in injection-blowing machinery and injection-blowing mold technology. With extensive theoretical knowledge and hands-on practical experience accumulated over years of industry leadership, our team provides customers with detailed and comprehensive pre-sale consultation, in-sale technical guidance, and after-sale support services. From initial production planning through machine installation, operator training, and ongoing maintenance assistance, CMN Transmission is committed to being your long-term manufacturing partner.
Our injection blow molding machine applications span a wide range of industries including pharmaceutical packaging, food packaging, healthcare product packaging, cosmetic packaging, and various other plastic container manufacturing sectors. CMN machines can produce 1ml to 1000ml plastic products using materials such as HDPE, LDPE, PP, PS (including lactic acid bacteria grade), high-transparent PS, ABS, environmental corn-based biodegradable material, EVA, PCTG, and many other specialty resins. This material versatility ensures that whatever your packaging requirements, CMN Transmission has the equipment and expertise to deliver a solution that meets your specific production needs and quality standards.
CMN Transmission adheres to the enterprise development philosophy of self-reliance, integrity, pragmatism, innovation, and responsibility. We are dedicated to building complete one-stop turnkey project solutions that enable our customers to produce high-end injection-blowing products with first-class quality and satisfactory end-user experience. As one of the leading injection blow molding machine suppliers and injection stretch blow molding machine manufacturers, we combine advanced European-style design principles with cost-effective manufacturing to deliver machines that rival premium brands at a competitive price point. Whether you need a single ZQ40 unit or a multi-machine production line with full downstream automation, CMN Transmission has the capability and commitment to make your project a success.

अक्सर पूछे जाने वाले प्रश्न
Q: What is the maximum bottle volume the ZQ40 injection blow molding machine can produce?
A: The ZQ40 can produce bottles ranging from 1ml to 1500ml in height, with practical volume capacity from 10ml up to 1000ml. At 1000ml, the machine runs in a single-cavity configuration, while smaller bottles such as 10ml can be produced with up to 9 cavities per cycle for maximum throughput. The maximum bottle diameter is 120mm and maximum bottle height is 220mm.
Q: How does an all electric injection blow molding machine compare to a hydraulic model?
A: An all electric injection blow molding machine like the ZQ40 eliminates hydraulic oil entirely, resulting in approximately 30% lower energy consumption, significantly reduced noise levels, zero risk of oil contamination in the mold area, and lower long-term maintenance costs. The servo-driven system also provides higher precision and repeatability through absolute encoders compared to proportional hydraulic valves used in conventional machines.
Q: What is the typical cycle time and daily output of this IBM machine?
A: For standard 30ml bottles, the ZQ40 achieves a cycle time of approximately 8.2 seconds per cycle, which translates to a daily output of about 105,000 bottles in a 24-hour production run, with maximum capacity reaching up to 115,000 bottles per day. Cycle times vary depending on bottle size, material type, wall thickness, and the number of cavities in use, with smaller bottles generally achieving faster cycle speeds.
Q: Can the ZQ40 be used as a replacement for an Aoki injection blow molding machine?
A: Yes, the ZQ40 is designed as a competitive replacement of Aoki injection blow molding machine systems and other premium brands. It offers comparable or superior technical specifications including a 400KN injection clamping force, full servo drive, and European-style structural design, while providing a more competitive price point. CMN Transmission's engineering team can assist with mold compatibility assessment and transition planning for customers switching from other brands.
Q: What types of plastic materials can this injection blow molding machine process?
A: The ZQ40 can process a wide range of thermoplastic resins including HDPE, LDPE, PP, PS, high-transparent PS, ABS, PCTG, EVA, and environmental corn-based materials. The machine is particularly well-suited for producing pharmaceutical, cosmetic, and food-grade packaging bottles from these materials. The 3+N barrel zone configuration allows precise temperature profiling for each specific resin type to optimize melt quality and product consistency.
Q: What is the difference between an injection blow molding machine and an injection stretch blow molding machine?
A: An injection blow molding machine (IBM) produces bottles in a single step by injecting a preform and immediately blowing it without stretching. An injection stretch blow molding machine (ISBM) adds a stretching step that biaxially orients the plastic for improved strength and clarity, typically used for PET bottles. The ZQ40 is an IBM machine optimized for HDPE, PP, and PS packaging. For PET container production, a pet injection blow molding machine or single stage injection stretch blow molding machine would be recommended.
Q: How much does a customized injection blow molding machine for sale typically cost?
A: The price for injection blow molding machine units varies based on specifications, cavitation count, automation level, and customization requirements. CMN Transmission provides competitive injection blow molding machine price quotes tailored to each customer's specific production needs. Contact our sales team with your target bottle specifications, daily output requirements, and material type for a detailed quotation that includes the machine, molds, auxiliary equipment, and installation support.
Q: Is the ZQ40 suitable for pharmaceutical bottle production with GMP requirements?
A: Absolutely. The ZQ40 is specifically designed to meet pharmaceutical packaging standards. Its bottom-up design ensures the mold area remains completely free of lubricating oil, the burr-free bottle production eliminates particle contamination risks, and the 100% sealed threads provide reliable container integrity. These features make the ZQ40 a preferred choice among injection blow molding machine manufacturers serving the pharmaceutical and healthcare packaging sectors.
Q: What after-sales support does CMN provide for injection blow molding machine buyers?
A: CMN Transmission provides comprehensive after-sales service including on-site installation and commissioning by experienced senior engineers, professional operator training programs, 24/7 service hotline support, preventive maintenance reminder services, and sufficient spare parts inventory to minimize downtime. Remote troubleshooting assistance via video call is also available for quick problem diagnosis and resolution, ensuring your injection blow molding machines maintain peak operational performance.
Q: What makes the ZQ40 the best injection blow molding machine for small to medium production runs?
A: The ZQ40 combines compact dimensions (3.5 x 1.3 x 1.7m), low total power consumption (20KW), quick mold changeover capability, and flexible cavitation options (1 to 9 cavities) that make it exceptionally well-suited for small to medium production runs. Its adjustable 40-80 ton clamping force allows manufacturers to run different bottle sizes and materials on the same machine, maximizing equipment utilization while maintaining the precision and quality standards expected of a full electric injection blow molding machine.

ग्राहक समीक्षाएँ
Park Joon-ho, Plant Manager, South Korea
"We purchased the ZQ40 injection blow molding machine about eight months ago for our pharmaceutical packaging facility. The 400KN clamping force of the injection system gives us perfectly sealed bottle mouths every single time. We are running 50ml HDPE tablet bottles at around 7 cavities per cycle, and the daily output is hitting close to 90,000 units. What really impressed us is the energy savings. Our electricity bill dropped noticeably compared to our old hydraulic model. CMN's engineers were on-site for a full week during installation and trained our entire team thoroughly."
Rajesh Patel, Operations Director, India
"Our company has been manufacturing cosmetic bottles for over fifteen years. After comparing multiple injection blow molding machine manufacturers, we chose CMN for the ZQ40 because of the full servo drive system and oil-free mold zone. We are producing 30ml lotion bottles and the cycle time is indeed around 8 seconds as promised, which is a significant improvement over our previous equipment. The surface quality is outstanding. Our cosmetics brand clients have been very pleased with the bottle clarity and smooth finish. Delivery was on time and spare parts arrived quickly when we needed them."
Mehmet Yilmaz, Production Supervisor, Turkey
"We needed a reliable IBM machine for producing 100ml PP bottles for our dairy product line. The ZQ40 has been running on our floor for five months now and the consistency is remarkable. The weight variation between bottles stays within 1% which is exactly what we need for our automated filling line. One thing I particularly appreciate is how quiet the machine is compared to our older hydraulic models. The servo system really does make a noticeable difference in workshop noise levels. CMN's after-sales support team has been responsive whenever we had questions."
Dmitri Volkov, Technical Director, Russia
"We have two ZQ40 machines running side by side in our facility now. The first one has been in operation for over a year producing 60ml pharmaceutical bottles in HDPE, and we were so satisfied that we ordered a second unit three months ago. The electric cylinder driven injection unit has been very stable and maintenance costs are much lower than what we were spending on our old equipment. The machines are compact enough to fit our existing factory space without major layout changes. Very happy with CMN's pricing and overall value for what you get."
Thabo Molefe, Factory Owner, South Africa
"Finding a good injection blow molding machine at a reasonable price for injection blow molding machine was our biggest concern. After negotiating with CMN Transmission, we felt the ZQ40 offered the best balance of performance and cost. We are using it for 250ml and 500ml chemical bottles, running two and three cavities respectively. The bottles have no burrs, clean parting lines, and excellent chemical resistance. The machine arrived well-packaged and in good condition. Installation took about four days with the help of CMN technicians who flew in from the factory."
Carlos Eduardo Silva, Engineering Manager, Brazil
"We replaced our aging injection blow molding equipment with the ZQ40 about ten months ago and the improvement has been dramatic. The 30% energy reduction is real and measurable on our utility bills. We produce pesticide bottles and food bottles on alternating shifts, and the mold changeover process is straightforward. The 3+N barrel zone configuration gives us good control over the material temperature profile for different resins. The only minor issue was a brief delay in shipping due to logistics, but CMN kept us informed throughout the process and the machine itself has exceeded our expectations."
Mike Henderson, VP of Operations, United States
"As a contract packager for several pharmaceutical companies, machine reliability is everything to us. The ZQ40 has been producing 10ml and 30ml eyedropper bottles for us at maximum cavitation (9 and 8 cavities respectively) with zero unplanned downtime in over seven months. The absolute encoders in the servo system deliver repeatable precision that keeps our reject rate below 0.3%. We connected a visual inspection system and leak tester to the conveyor output and the whole line runs unattended during night shifts. Solid machine, solid support."
Maria Gonzalez, Production Supervisor, Mexico
"We chose the ZQ40 from CMN Transmission after our technical team visited their factory and saw the machines in production. The European-style design and build quality convinced us this was the right investment. We have been running 100ml PS bottles for our lactic acid bacteria drinks and the transparency is excellent. The adjustable clamping force from 40 to 80 tons is really useful because we also run thicker-walled shampoo bottles on the weekends. CMN provided comprehensive training and their WhatsApp support has been very helpful for quick troubleshooting advice when we needed it."
Priya Sharma, Managing Director, India
"We evaluated several injection blow molding machine suppliers before choosing CMN. The ZQ40 stands out for its compact size at 3.5 x 1.3 x 1.7 meters. It fits perfectly in our production hall alongside our existing filling line. We are producing cosmetic bottles in multiple sizes from 30ml to 250ml and the quality is consistently high across all sizes. The bottom-up design is a genuine advantage for our cosmetic packaging where any oil contamination would be unacceptable. The machine has been reliable and we are already planning to order a second unit for our new facility next year."
अतिरिक्त जानकारी
| द्वारा संपादित | वाईजेएक्स |
|---|
























