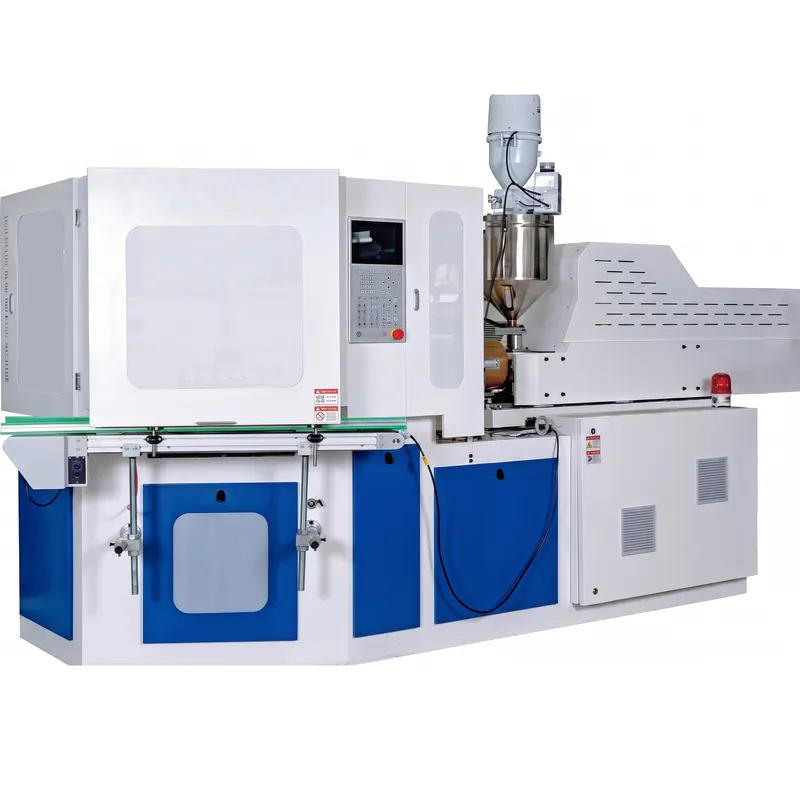
ZQ110 Injection Blow Molding Machine (European)
Designed with a full European-style structure, the ZQ110 injection blow molding machine delivers exceptional dimensional stability across varied production conditions. Its damping force surpasses industry counterparts by 20% to 30%, allowing reliable and stable processing of a wide range of materials including HDPE, PP, LDPE, PS and specialty resins. The standard servo rotation system guarantees smooth, consistent turret movement and intuitive parameter adjustment, making it accessible to operators at any skill level.
ZQ110 Injection Blow Molding Machine (European)
Designed with a full European-style structure, the ZQ110 injection blow molding machine delivers exceptional dimensional stability across varied production conditions. Its damping force surpasses industry counterparts by 20% to 30%, allowing reliable and stable processing of a wide range of materials including HDPE, PP, LDPE, PS and specialty resins. The standard servo rotation system guarantees smooth, consistent turret movement and intuitive parameter adjustment, making it accessible to operators at any skill level. Whether you are running pharmaceutical packaging, cosmetic bottle lines or food-grade container production, the ZQ110 IBM machine adapts with minimal setup change and delivers repeatable quality shift after shift.
The unique pressurized clamping structure employs a non-participatory mode for the booster cylinder during mold opening and closing. This intelligent design achieves 10% to 20% energy savings compared with conventional hydraulic IBM machines while maintaining robust clamping performance throughout the production cycle. As a fully customizable injection blow molding machine for sale, the ZQ110 is equally suited for high-volume pharmaceutical pill bottle lines, precision cosmetic dropper packaging, daily-use hand-wash containers, pesticide bottle production and beverage packaging applications. Its bottom-up mold area design is free from lubricating oil contamination, meeting the strictest hygiene standards required by regulated industries worldwide.
Mold Cavitation (For Reference)
| ApproxVolume | 10ml | 30ml | 60ml | 100ml | 250ml | 500ml | 1000ml |
| Max.cavitation | 20 | 18 | 14 | 12 | 8 | 5-6 | 3-4 |
기술 사양
| 목 | Unit | ZQ110 |
| Injection System | ||
| Screw Diameter | mm | 65 |
| Screw L/D | % | 22:1 |
| Injection weight | g | 540 |
| Heating power | KW | 20 |
| Number of barrel zone | 5+N | |
| Injection stroke | mm | 200 |
| Clamping System | ||
| Clamping force of injection | 케이엔 | 1100 |
| Opening stroke for injection | mm | 140 |
| Clamping force of blowing | 케이엔 | 150 |
| Opening stroke for blowing | mm | 140 |
| Lifing height of rotary table | mm | 70 |
| Mould | ||
| Max.Platen size(LxW) | mm | 1100x460 |
| Mold thickness | mm | 280 |
| Dia.of bottle | mm | 120 |
| Bottle height | mm | 220 |
| Suitable bottle height | mm | 1-2000 |
| Stripping stroke | mm | 260 |
| Hydraulic system | ||
| Hydraulic Pressure | Map | 14 |
| Motor power | KW | 22+22 |
| Dry cycle | 에스 | 4 |
| Total Power | KW | 80 |
| Operating power | % | 52-70 |
| 기타 | ||
| Min.Air pressure of compressed air | MPa | 0.7-1.2 |
| compressed air capacity | M³/min | 0.7 |
| Water flowage | M³/h | 4 |
| Cooling water pressure | MPa | 0.3-0.4 |
| Dimension(Lx W x H ) | 중 | 5x1.8x2.2 |
| Net weight | Ton | 15 |
ZQ110 Injection Blow Molding Machine Features
1. Full Servo Drive, Zero Hydraulic Oil
The ZQ110 all electric injection blow molding machine uses full servo motor drive for every movement axis, completely eliminating hydraulic oil from the production environment. This translates to a cleaner workspace, lower contamination risk for pharmaceutical and food-grade bottle lines, significantly reduced oil leak maintenance, and lower operational noise compared with traditional hydraulic IBM machines. Cycle time for 30 ml bottles reaches 8.2 seconds, delivering daily output of up to 115,000 bottles.
2. 30% Energy Reduction with High Output
Compared with conventional hydraulic plastic injection blow molding machines, the ZQ110 reduces energy consumption by approximately 30%. Running at 12 kWh per hour for 30 ml bottle production, the machine delivers a normal daily output of 105,000 bottles with a peak capacity of 115,000 bottles per day. The pressurized clamping structure with its non-participatory booster cylinder mode further reduces power draw during open and close cycles, directly lowering your electricity cost per unit produced.
3. Absolute Encoder Servo for Precision Repeatability
The servo system is equipped with absolute encoders on all motion axes, guaranteeing high repeatability and precision across millions of cycles. Position data is never lost even after a power interruption, eliminating the need for re-homing procedures on restart. This makes the ZQ110 a reliable best injection blow molding machine choice for pharmaceutical packaging lines where dimensional consistency and sealing reliability are non-negotiable compliance requirements.
4. 40 to 80-Ton Adjustable Clamping Force
A special pressurized clamping structure provides 40 to 80 tons of adjustable clamping force, enabling the ZQ110 to adapt to a wide variety of bottle sizes, wall thicknesses and resin types without a machine changeover. This flexibility makes it an ideal customized injection blow molding machine for sale, covering applications from small 10 ml pharmaceutical vials up to 1,000 ml consumer bottles across materials including HDPE, PP, LDPE and transparent PS.
5. Oil-Free Bottom-Up Design for Hygiene Compliance
The bottom-up mold area design ensures that no lubricating oil can contact the mold cavity or finished bottles at any stage of the production cycle. This is a fundamental requirement for PET injection blow molding machine lines serving pharmaceutical, medical, food and premium cosmetic packaging markets. The ZQ110 meets the strictest international hygiene standards for clean-room-compatible bottle production without requiring additional containment measures around the mold zone.
6. Automation-Ready with Full Downstream Integration
The conveyor exit of the ZQ110 is fully compatible with visual inspection systems, side-leak testers, labeling machines and automatic packaging equipment. This makes it a genuine one step injection blow molding machine platform for unattended 24-hour production. The integrated detection system identifies foreign particles, insufficient mouth material and uneven bottle bottoms, rejecting defective units automatically and maintaining production quality without continuous operator supervision.

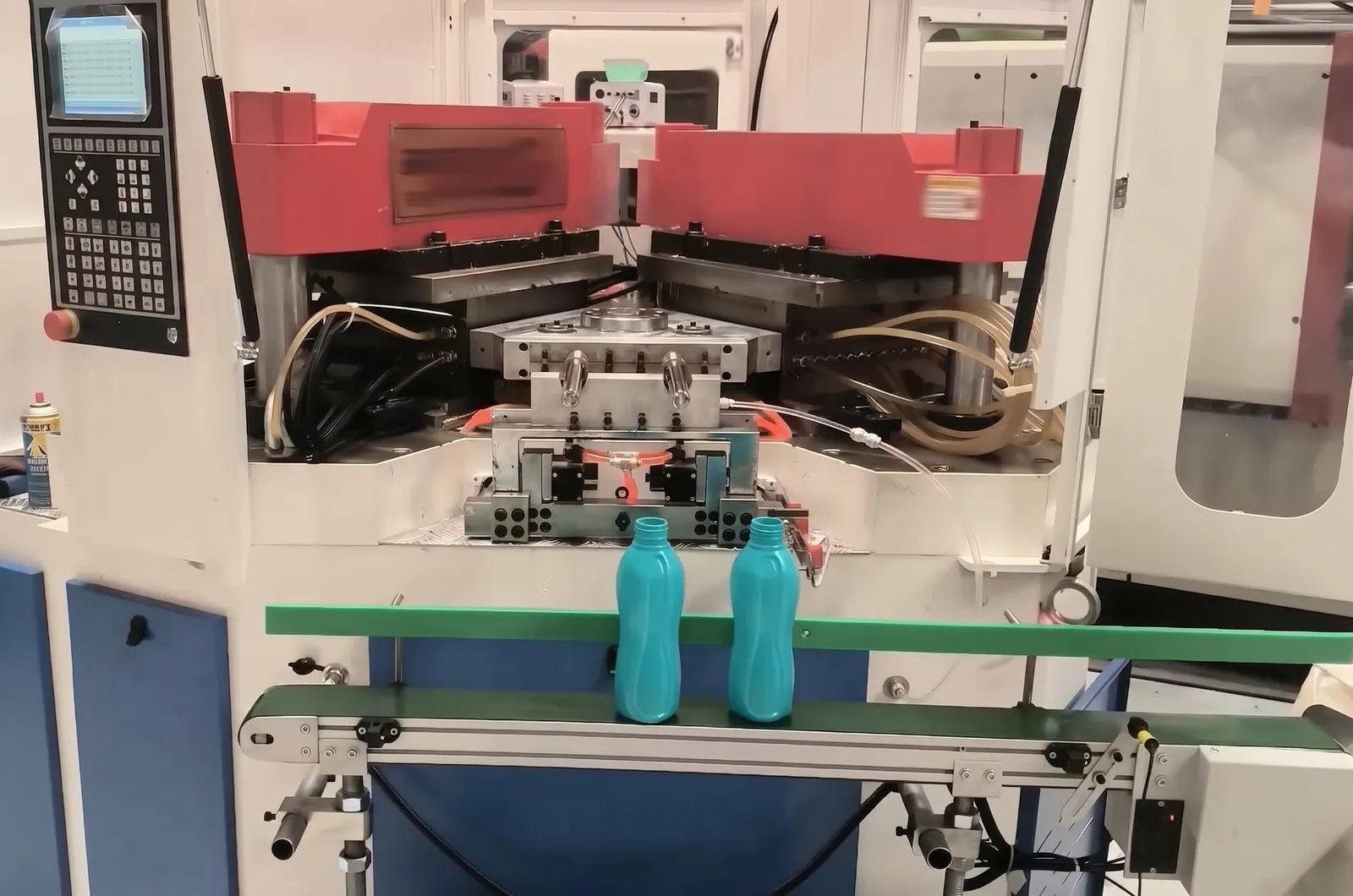
작동 원리
The ZQ110 IBM injection blow molding machine operates on a synchronized three-station rotary cycle that simultaneously processes three bottle batches, maximizing throughput and minimizing idle time.
Step 1. Preform Injection
Molten plastic resin is injected under controlled pressure around a precision core rod inside the injection mold cavity. The bottle neck geometry, including all thread features, is formed with high accuracy at this station. Barrel temperature, injection speed, hold pressure and cooling time are independently programmable for each resin type. Once the preform reaches its target temperature and the neck is fully solidified, the mold opens and the core rod with the attached preform is indexed forward to the blow station by the servo-driven rotary table.
Step 2. Blow Molding
At the blow station, the blow mold closes around the preform that remains on the core rod. Compressed air supplied through the mandrel at 0.7 to 1.2 MPa inflates the still-warm preform outward until the plastic contacts and conforms precisely to the interior surface of the blow mold cavity. The bottle shape, wall thickness distribution and bottom geometry are determined by the blow mold design and the blow air pressure and timing parameters. After controlled cooling inside the mold, the finished bottle retains its final geometry. The blow mold then opens and the table indexes again to the stripping station.
Step 3. Stripping and Ejection
At the stripping station, the fully cooled and formed bottles are automatically ejected from the cold core rods using a stripping stroke of 260 mm. Because the neck geometry was formed by injection during stage one and the bottle body was formed without pinching, there is no flash or trimming waste at this stage. Finished bottles exit directly onto the take-out conveyor for downstream integration with inspection, leak testing, labeling and packing equipment. The three stations operate simultaneously in perfect synchronization, so injection, blowing and stripping all occur at the same time, achieving the 8.2-second cycle time for 30 ml bottles.
Applications of Injection Blow Molding Machines
1. Pharmaceutical Bottles
Pharmaceutical packaging is the most demanding IBM application. Pill bottles, syrup bottles, eye drop vials and nasal spray containers require 100% sealed neck threads, contamination-free production and batch-to-batch dimensional consistency traceable to regulatory specifications. The ZQ110's oil-free mold area, absolute encoder servo system and bottom-up design make it a trusted injection blow molding machine manufacturer solution for GMP-compliant pharmaceutical bottle lines worldwide.
2. Chemical Bottles
The ZQ110 produces chemical bottles in HDPE and PP that must resist solvent exposure and pressure stress. Precise wall thickness control and a fully sealed neck thread are essential for this application. The machine handles bottle volumes from 100 ml to 1,000 ml with up to 12 cavities at the 100 ml size, supporting high-volume chemical packaging lines with zero flash waste and consistent weight control.
3. Cosmetic Bottles
Cosmetic packaging demands premium surface finish, precise dimensional tolerances and the ability to process transparent or high-gloss resins such as PS and PCTG. The ZQ110's servo-controlled injection ensures consistent wall thickness and surface clarity across small 10 ml and 30 ml vials, making it a direct replacement of AOKI injection blow molding machine for brands requiring European-grade cosmetic bottle quality at competitive injection blow molding machine price points.
4. Beverage Bottles
For beverage producers running small-format bottles in lactic acid bacteria drinks, functional beverages and dairy packaging using PS or HDPE, the ZQ110 offers up to 18 cavities at 30 ml and up to 20 cavities at 10 ml. With a daily output of 105,000 bottles and a peak of 115,000, it handles high-volume beverage filling line demands while the oil-free production environment satisfies food safety compliance requirements.
5. Feeding Bottles
Baby feeding bottle production demands the strictest hygiene standards in all consumer bottle manufacturing. PP is the dominant resin for this application due to its heat resistance and food safety compliance. The ZQ110 processes PP feeding bottles with accurate wall thickness, a fully sealed mouth and no burrs on the bottle opening or base, ensuring that every finished unit meets international infant product safety standards without secondary trimming or inspection rework.
6. Hand Wash Bottles
Personal care and hand wash bottle lines typically require 250 ml to 500 ml HDPE or LDPE containers with pump-ready neck threads. The ZQ110 handles 5 to 6 cavities at 500 ml, offering a good balance of cavity count and productivity for mid-volume personal care packaging. The machine's adjustable clamping force and quick mold change features allow personal care packaging producers to switch between different bottle SKUs with minimal downtime.
7. Food Bottles
Sauce bottles, condiment containers, honey jars and food supplement bottles require resins that are chemically compatible with food products and that provide adequate barrier properties. The ZQ110 processes HDPE, PP and PS food bottles with accurate thread geometry for tamper-evident caps and child-resistant closures. The bottom-up design eliminates oil contamination risk, satisfying food contact material regulations in the European Union, North America and other markets.
8. Pesticide Bottles
Pesticide and agrochemical bottles must resist aggressive chemical exposure and maintain a secure child-resistant or tamper-evident closure. HDPE is the standard resin for this demanding application. The ZQ110's 1,100 KN injection clamping force ensures that thick-wall pesticide bottle preforms are formed with complete cavity fill and no sink marks, while the 100% sealed thread geometry prevents leakage during storage and transport in compliance with agrochemical product regulations.
 |  |
| Pharmaceutical Bottle | Chemical Bottle |
 |  |
| Cosmetic Bottle | Food Bottle |
ZQ110 IBM Machine Part Structure
1. Stock Preparation and Injection Device
The stock preparation unit consists of the hopper, screw, barrel and drive system. The 65 mm diameter screw with a 22:1 L/D ratio plasticizes resin granules evenly and delivers 540 g of shot weight per cycle. The five-plus-N barrel heating zones maintain precise temperature profiles for each resin type. The electric cylinder injection unit provides superior injection stability and significantly reduces maintenance compared with hydraulic injection actuators.
2. Hot Runner System
The optimized hot runner system distributes molten plastic evenly to all cavities with minimal temperature variation. This directly minimizes gram weight deviation and wall thickness variation across cavities, ensuring that each bottle in a multi-cavity tool meets the same dimensional specification. A well-designed hot runner is essential for high-cavity injection blow moulding machine operation where cavity-to-cavity weight balance determines overall production quality.
3. Core Rod
The core rod is the central precision component of every IBM machine. It forms the internal geometry of the preform during injection, carries the preform to the blow station during indexing and provides the blow air supply through the mandrel channel. The special core rod structure on the ZQ110 is engineered for fast molding cycle performance and excellent core cooling efficiency, ensuring that preform temperature is optimized for blow molding before reaching the blow station.
4. Bottle Preform
The bottle preform is the intermediate product formed at the injection station. Unlike stretch blow molding preforms that are produced separately, the IBM preform is formed and blown in a single machine without ever leaving the core rod. This eliminates preform reheating energy, reduces material handling complexity and prevents contamination. The preform geometry determines the final bottle wall thickness distribution and must be designed in conjunction with the blow mold to achieve target weight and appearance specifications.
5. Injection Mold
The injection mold on the ZQ110 is manufactured from imported S136 steel alloy or 4Cr13 stainless steel, both chosen for their high hardness, corrosion resistance and extended service life. The activity-designed cavity and neck sections with specially designed oil channels can be changed conveniently, ensuring stable tube billet dimensions and consistent temperature distribution. The injection mold determines neck thread geometry, which is formed to 100% accuracy at this station with no trimming required.
6. Injection Station
The injection station is where the plasticized melt is injected into the closed injection mold around the core rods. The ZQ110's injection clamping force of 1,100 KN ensures that even thick-wall and high-viscosity resin preforms are formed with complete cavity fill and no flash at the parting line. The injection stroke of 200 mm accommodates a wide range of preform lengths, giving the machine flexibility for tall bottle designs up to 220 mm in height.
7. Blow Station
At the blow station, the blow mold closes around the preform with 150 KN of clamping force. Compressed air delivered through the core rod at the set pressure and timing inflates the warm preform outward to the mold wall. The blow station opening stroke of 140 mm allows the blow mold to clear the bottle diameter of up to 120 mm cleanly during mold opening. Blow time, air pressure and cooling time are independently programmable parameters for each mold setup stored in the controller.
8. Blow Mold
The blow mold defines the final exterior shape, shoulder geometry, label panel geometry and bottom design of the finished bottle. Maximum platen size of 1,100 mm by 460 mm accommodates large multi-cavity blow mold plates for high-cavitation production. Blow molds for the ZQ110 can be designed for bottles from 1 ml to 2,000 ml in volume, giving packaging designers wide latitude for container formats without requiring a different machine class for each product range.
9. Stripping Station
The stripping station is the final stage of each cycle. With a stripping stroke of 260 mm, the finished and fully cooled bottles are mechanically removed from the core rods and transferred to the exit conveyor without any contact with the bottle body surface that could leave marks. Because IBM produces no flash at the bottle neck or base, there is no secondary trimming operation required. The stripping station also serves as the integration point for the visual inspection and leak testing equipment that the ZQ110 supports as standard downstream options.

Injection Blow Molding vs Extrusion Blow Molding
Injection blow molding is usually selected for precision small bottles; extrusion blow molding is usually selected for larger hollow containers. Both processes create hollow plastic containers, but they form the starting shape in completely different ways. Injection blow molding starts from an injection molded preform. Extrusion blow molding starts from an extruded parison. In British English, the same buyer comparison is often written as injection blow moulding vs extrusion blow moulding. This difference affects neck precision, wall thickness control, trimming waste, mold structure, material behavior, cycle stability and the type of bottle each process can produce efficiently.
Injection Blow Molding (IBM)
- Injection: molten plastic is injected around a core rod to form a precise preform and neck finish.
- Blowing: the preform moves to the blow station and is inflated inside the bottle mold.
- Stripping: the finished bottle is removed without trimming flash.
Extrusion Blow Molding (EBM)
- Extrusion: molten plastic is extruded downward as a hollow tube called a parison.
- Clamping: the mold closes around the parison and pinches off excess material.
- Blowing and trimming: air forms the bottle, then flash must be trimmed after cooling.
IBM controls the neck through injection molding. EBM forms the bottle from a parison and normally creates trimming waste.
| Choose injection blow molding when you need | Choose extrusion blow molding when you need |
|
|
IBM vs. EBM Process Differences
| Feature / Factor | Injection Blow Molding (IBM) | Extrusion Blow Molding (EBM) |
|---|---|---|
| Starting form | Injection molded preform | Extruded parison |
| Neck precision | Extremely high; the neck is pre-molded by injection | Standard; depends on mold closing, trimming and neck calibration |
| Scrap / waste material | Zero flash and very low process waste | Generates flash that requires trimming and recycling |
| Best container size | Small to medium precision bottles | Medium to large hollow containers |
| Initial mold cost | Higher upfront investment for precision tooling and core rods | Lower initial mold costs for many large hollow containers |
| Best applications | Pharmaceutical pill bottles, eye droppers, cosmetics, lab containers | Large milk jugs, detergent drums, jerry cans, complex handles |
| Quality priority | Dimensional consistency, clean production and sealing reliability | Size flexibility, output and container-volume economics |
Common Bottle Applications for IBM and EBM
| 애플리케이션 | Better fit | Why it matters |
|---|---|---|
| Pharmaceutical pill bottles | Injection blow molding | Precise neck finish, clean production and stable sealing are usually more important than low tooling cost. See the pill bottle manufacturing guide. For medical and pharmaceutical packaging specifically, read the dedicated medical packaging process comparison. |
| Eye dropper and nasal spray bottles | Injection blow molding | Small dosage packaging requires accurate neck geometry and consistent dimensions. Review pharmaceutical eye dropper solutions. |
| Cosmetic jars and small daily chemical bottles | Injection blow molding | Surface finish, dimensional control and reduced trimming waste improve product quality. Explore cosmetic bottle machine applications. |
| Jerry cans, drums and large containers | Extrusion blow molding | Large volume and flexible hollow shapes are usually better matched with EBM equipment. |
| Large industrial hollow parts | Extrusion blow molding | EBM can handle larger parisons and wider product shapes, even though trimming is required. |
Raw Materials Used in IBM vs EBM
Both processes can work with common packaging plastics, but material choice should always be validated against bottle geometry, sealing requirements, regulatory needs and production stability.
Materials used in injection blow molding and extrusion blow moulding including HDPE PP LDPE PET and PVC, HDPE and PP are common in precision IBM packaging. EBM is widely used for HDPE, LDPE and larger industrial containers.

Compatible Raw Materials
The ZQ110 injection blow molding machine processes a wide range of thermoplastic resins. The most common materials used in IBM include HDPE, LDPE, PP and PS, each chosen for specific properties that fit different types of products.
HDPE (High-Density Polyethylene)
HDPE is the most widely used resin in IBM production and is the standard choice for detergent bottles, water bottles, chemical containers and pharmaceutical packaging. Its excellent chemical resistance, dimensional stability and impact strength make it the first choice for injection blow molding machine manufacturers and buyers across regulated industries. The ZQ110 processes HDPE with consistent melt flow control thanks to the five-zone barrel temperature system.
LDPE (Low-Density Polyethylene)
LDPE is more flexible than HDPE and offers good transparency, making it the preferred resin for squeeze bottles, flexible dispensing containers and dropper packaging. The ZQ110's electric cylinder injection unit delivers stable injection pressure even with the relatively low melt viscosity of LDPE, ensuring consistent preform weight and uniform wall thickness distribution across all cavities in high-cavitation tooling configurations.
LLDPE (Linear Low-Density Polyethylene)
LLDPE offers a blend of flexibility and toughness that makes it ideal for packaging applications requiring both structural integrity and the ability to resist puncture or drop impact. Used in industrial containers, packaging film and specialty bottle applications, LLDPE is processed on the ZQ110 with the same servo-controlled injection stability as HDPE and LDPE, with barrel temperatures and back pressure set according to the specific grade specification.
PP (Polypropylene)
PP is the material of choice for food containers, pharmaceutical packaging and baby feeding bottles because of its excellent heat resistance, chemical inertness and FDA/EU food contact compliance. On the ZQ110, PP is processed with precise melt temperature control to prevent degradation and maintain transparency in clear PP grades. PP's higher processing temperature requires the five-zone barrel system to maintain the stable temperature profile needed for consistent preform quality.
HIPS (High Impact Polystyrene)
HIPS is strong and impact-resistant, making it suitable for products that require durability during handling, shipping or consumer use. Used in toy packaging, appliance-related containers and some cosmetic packaging formats, HIPS is processed on the ZQ110 with controlled injection speed to prevent jetting and surface defects. The machine's 540 g maximum shot weight accommodates the slightly lower melt density of HIPS compared with polyolefin resins.
PS (Polystyrene)
PS and high-transparency PS (HIPS crystal clear grades) are widely used in lactic acid bacteria beverage bottles, dairy packaging and cosmetic containers where high optical clarity is the primary requirement. The ZQ110 is a proven platform for PS bottle production in Asian markets and is validated for lactic acid bacteria bottle lines with output rates of up to 20 cavities at 10 ml. PS requires careful barrel temperature control to avoid degradation and yellowing, which the multi-zone system handles effectively.

Common Troubleshooting of Injection Blow Moulding Machine
1. Uneven Wall Thickness
Uneven wall thickness in finished bottles is typically caused by temperature imbalance in the hot runner system, incorrect back pressure settings or a worn core rod surface. First verify that all hot runner zone temperatures are within specification and stable. Check core rod concentricity by measuring preform wall thickness at multiple orientations. Adjust back pressure in increments to optimize melt homogeneity. If the problem persists across multiple cavities, inspect the hot runner manifold for flow restriction or thermal leakage.
2. Bottles Failing Leak Test
Leaking bottles generally indicate either an incomplete neck thread formation at the injection station or a sealing face defect. Inspect the neck tooling for wear, resin buildup or damage to the thread profile. Verify that injection pressure and hold time are sufficient for complete cavity fill at the neck area. Check that the closure being used matches the thread standard specified for the mold. Clean the injection mold parting line and neck insert seating surfaces to eliminate flash that could deform the thread geometry.
3. Weight Variation Between Cavities
Gram weight deviation between cavities points to a hot runner flow balance issue. Weigh individual cavity outputs separately to identify which cavities are running heavy or light. Adjust the relevant hot runner heater zones by small increments to shift flow toward or away from the affected cavities. If temperature adjustment alone does not resolve the issue, consult the hot runner flow balance diagram from the mold manufacturer to identify whether a flow restrictor adjustment is required in the manifold channel.
4. Bottle Surface Defects
Surface marks, streaks, cloudiness or orange-peel texture on finished bottles can be caused by resin moisture content, melt temperature being too low or too high, insufficient mold cooling or blow air timing that is too fast. Always dry hygroscopic resins such as PS and ABS to the manufacturer-recommended moisture level before processing. Verify barrel temperature profiles against the resin datasheet. Increase mold cooling water flow rate if surface temperature at ejection is too high. Adjust blow air delay timing in small increments to find the optimal preform temperature at the blow station.
5. Servo Alarm or Positioning Error
Servo positioning alarms on the ZQ110 typically occur after a mechanical jam, power interruption or encoder cable fault. Because the machine uses absolute encoders, position data is retained after a power cycle, which eliminates re-homing errors. Check for physical obstructions in the rotary table travel path, verify that encoder cables are securely connected and inspect the servo drive display for a specific fault code. Most positioning alarms can be resolved by clearing the fault through the controller interface and performing a slow-speed test cycle to verify free mechanical movement before returning to production speed.
6. Incomplete Bottle Formation at Blow Station
Incomplete blowing, where the bottle fails to fully contact the blow mold wall, is usually caused by insufficient blow air pressure, too short a blow time, preform temperature that is too low on arrival at the blow station or a worn blow air seal on the core rod. First verify compressed air supply pressure at the machine inlet, which must be within the 0.7 to 1.2 MPa range. Increase blow air time in the controller and reduce rotary table speed slightly to allow more heat retention in the preform between injection and blowing. Inspect and replace core rod blow air seals if blow-through or pressure loss is detected.

How to Choose the Right IBM Machine
Evaluate Your Bottle Volume Range
The ZQ110 is optimized for bottles from 1 ml up to 2,000 ml with maximum cavitation of 20 cavities at 10 ml and 3 to 4 cavities at 1,000 ml. If your primary production range is small-volume precision bottles under 250 ml, the ZQ110 provides the right balance of cavitation, clamping force and output rate. For bottle ranges predominantly above 500 ml or for volumes requiring very high cavitation above 20 at small sizes, discuss custom tooling options with the CMN technical team.
Match Machine to Your Target Daily Output
The ZQ110 delivers 105,000 to 115,000 bottles per day for 30 ml production with 18 cavities. For higher daily output requirements, the machine can be upgraded to 20 cavities at 10 ml for smaller-format production runs. Calculate your required daily output based on filling line speed and shift schedule, then use the mold cavitation reference table to determine which cavity count matches your production target at your specific bottle size. This avoids over-specifying tooling investment while ensuring production capacity is met.
Verify Resin Compatibility
The ZQ110 processes HDPE, LDPE, LLDPE, PP, PS, HIPS, transparent PS, PCTG, ABS, EVA and environmental corn-based resins. Before purchasing, confirm that your target resin grade is included and share the resin datasheet with the CMN technical team for processing parameter validation. Some specialty resins such as PCTG and certain PS grades have narrow processing windows that benefit from pre-production trials to optimize barrel temperature profiles and injection speed ramps on the specific machine configuration you will be purchasing.
Assess Industry Compliance Requirements
Pharmaceutical and food packaging lines operate under regulatory frameworks including GMP, FDA, EU Food Contact Regulation and country-specific packaging standards. The ZQ110's oil-free mold area and clean production design are well-suited to these regulated environments, but you should confirm with your compliance team which specific machine features must be documented in your equipment qualification package (IQ/OQ/PQ) and request the relevant technical documentation from CMN Transmission before placing your order.
Consider Automation Integration Needs
If your production line requires unattended operation with visual inspection, leak testing, labeling or automatic packaging, the ZQ110's conveyor exit is designed for direct integration with these downstream systems. Discuss your automation layout requirements with CMN Transmission at the project planning stage so that the machine electrical interface and conveyor exit height and speed can be specified to match your chosen inspection and packaging equipment brands and models, avoiding costly on-site modifications after delivery.

Why Choose CMN's Injection Blow Molding Machines?
CMN Transmission is a specialized manufacturer and global supplier focused exclusively on the research, development, production and trade of automatic one-step injection blow molding machines and supporting injection blow moulding molds. Our product range covers injection blow molding machines, extrusion blow molding machines, injection stretch blow molding machines and auxiliary equipment across the full production scale from laboratory to high-volume industrial lines.
- Dedicated IBM Expertise: Unlike general-purpose machinery manufacturers, CMN Transmission is focused entirely on injection blow molding technology. Our engineering team brings together specialists in IBM machine design, hot runner systems, mold engineering and process optimization. This focused expertise means our machines and molds are engineered specifically for IBM performance, not adapted from other machine types.
- Proven Global Track Record: CMN Transmission machines operate in production facilities across Korea, India, Turkey, Russia, South Africa, Brazil, the United States, Mexico and many other markets. Application cases span pharmaceutical packaging, food and beverage, cosmetics, personal care, chemical and agricultural sectors. This global customer base reflects the machine's adaptability to different regulatory environments and production conditions worldwide.
- Complete Turnkey Project Capability: CMN Transmission delivers complete one-stop turnkey projects covering machine supply, mold design and manufacture, auxiliary equipment, factory acceptance testing, shipping logistics, on-site installation, operator training and process commissioning. This integrated capability simplifies project management for buyers and eliminates the coordination complexity of sourcing machine and mold from separate suppliers.
- Full Material Range Coverage: CMN machines process HDPE, LDPE, LLDPE, PP, PS (including lactic acid bacteria grades), high-transparency PS, HIPS, ABS, EVA, PCTG and environmental corn-based biodegradable materials for bottles from 1 ml to 1,000 ml. This broad resin and size coverage supports buyers across pharmaceutical, food, cosmetic and specialty packaging applications within a single machine platform.
- Pre-Sale, On-Sale and After-Sale Support: CMN Transmission provides detailed and responsive support at every stage of the customer relationship. Pre-sale support includes application analysis, output calculation, resin compatibility review and mold design consultation. During installation, our engineers provide on-site commissioning and training. After-sale support covers remote diagnostics, spare parts supply, process troubleshooting and periodic maintenance guidance for the lifetime of the machine.
- Energy Efficiency and Sustainability Leadership: CMN's commitment to full servo drive architecture across the ZQ machine range delivers 20% to 30% energy savings compared with conventional hydraulic IBM machines. Combined with zero hydraulic oil usage, low noise operation and compatibility with biodegradable resins, CMN machines help packaging producers meet corporate sustainability targets while reducing operational cost. For buyers evaluating injection blow molding machine price against total cost of ownership, the energy saving advantage compounds significantly over a standard 10-year machine service life.

자주 묻는 질문
Q: What is the difference between an injection blow molding machine and an injection stretch blow molding machine?
A: An injection blow molding machine (IBM) forms the bottle preform by injection molding and then blows it directly to shape on the same core rod without stretching. An injection stretch blow molding machine (ISBM) adds a mechanical stretching step where a stretch rod elongates the preform axially before and during blowing, which biaxially orients the polymer chains. ISBM is primarily used for PET bottles such as carbonated soft drink bottles and water bottles where biaxial orientation provides superior strength and gas barrier performance. IBM is preferred for HDPE, PP, LDPE and PS precision small-volume bottles where stretch orientation is not required or beneficial for the target resin and bottle geometry.
Q: Can the ZQ110 process PET for standard beverage bottles?
A: The ZQ110 is not designed for biaxially oriented PET bottle production such as CSD bottles or water bottles. These applications require a single stage injection stretch blow molding machine with a mechanical stretch rod system. The ZQ110 is optimized for HDPE, LDPE, LLDPE, PP, PS, HIPS, transparent PS, PCTG, ABS, EVA and corn-based biodegradable resins. If your primary requirement is PET carbonated beverage or water bottle production, please contact CMN Transmission to discuss the appropriate ISBM machine model for your application.
Q: Is the ZQ110 a suitable replacement for an AOKI injection blow molding machine?
A: Yes. The ZQ110 is frequently specified as a replacement of AOKI injection blow molding machine units by buyers seeking equivalent or superior performance at a more competitive total cost. The ZQ110 matches and in several parameters exceeds the clamping force, cycle speed and material compatibility of comparable AOKI machine models. Its full servo drive system and energy savings of approximately 30% also reduce operating cost compared with older hydraulic IBM platforms. The CMN technical team can review your current AOKI machine specifications and confirm compatibility for your specific bottle range and mold designs.
Q: How many cavities can the ZQ110 run for 60 ml cosmetic bottles?
A: According to the mold cavitation reference table for the ZQ110, the maximum cavitation for 60 ml bottles is 14 cavities. This means you can produce 14 bottles per cycle. With a cycle time of approximately 8.2 seconds at this size, your daily output would be approximately 147,000 bottles on a 24-hour production schedule or around 73,000 bottles on a single 12-hour shift. Actual output may vary slightly depending on resin type, bottle wall thickness and process settings. Contact the CMN technical team to run an output calculation for your specific bottle design and production shift schedule.
Q: Does the ZQ110 require hydraulic oil for operation?
A: No. The ZQ110 is a full electric injection blow molding machine that uses servo motors for all movement axes and an electric cylinder injection unit. There is no hydraulic oil required or used in the machine drive system. This makes it completely oil-free in the mold area and throughout the mechanical drive train, which is a fundamental requirement for pharmaceutical, food and cosmetic bottle production lines where oil contamination of the product or packaging is unacceptable. The oil-free design also eliminates the maintenance tasks associated with hydraulic oil replacement, filter changes and leak prevention.
Q: What is the minimum and maximum bottle size the ZQ110 can produce?
A: The ZQ110 can produce bottles from 1 ml at the minimum up to 2,000 ml at the maximum in terms of volume capacity. In terms of physical dimensions, the maximum bottle diameter is 120 mm and the maximum bottle height is 220 mm. The machine supports a maximum platen size of 1,100 mm by 460 mm and a mold thickness of 280 mm. If your application falls outside these dimensional parameters, contact CMN Transmission to discuss whether a modified configuration or a different machine model in the ZQ series would better match your specific bottle geometry requirements.
Q: Can the ZQ110 be connected to a visual inspection system for pharmaceutical production?
A: Yes. The ZQ110 conveyor exit is designed for direct integration with visual inspection systems, side-leak testers, labeling machines and automatic packaging equipment, making it suitable for fully automated unattended pharmaceutical bottle production lines. The system can detect foreign particles inside bottles, insufficient mouth material and uneven bottle bottoms, automatically rejecting defective units from the production stream. If you are integrating the ZQ110 with specific inspection or packaging equipment brands, share the interface specifications with CMN at the order stage so that the machine exit height, speed and electrical interface can be configured to match.
Q: What does the ZQ110 energy consumption look like in practice?
A: For 30 ml bottle production, the ZQ110 consumes approximately 12 kWh per hour in normal operation. Total installed power is 80 KW, but actual operating power consumption is 52% to 70% of installed capacity due to the servo drive system's energy recovery during deceleration phases. This represents approximately 30% energy savings compared with equivalent hydraulic IBM machines of the same class. Over a 24-hour production day at 12 kWh per hour, daily energy consumption is approximately 288 kWh. Your actual cost per 1,000 bottles depends on your local electricity rate, but at typical industrial electricity prices the energy saving generates meaningful operational cost reduction over the machine's service life.
Q: How does the ZQ110 handle mold changes between different bottle designs?
A: The ZQ110 is a fully customized injection blow molding machine for sale that supports multiple mold setups stored in the controller memory. Each mold setup stores all injection, blow and cooling parameters independently, so switching between stored bottle recipes takes only minutes. Physical mold changes on the ZQ110 typically take two to four hours for an experienced tooling team, including mold removal, installation, alignment, purging and parameter loading. The activity-designed cavity and neck of the ZQ Series mold allows cavity-side components to be changed without removing the full mold assembly for applications running the same bottle body with different neck finishes or closure types.
Q: What after-sales support does CMN Transmission provide with the ZQ110?
A: CMN Transmission provides comprehensive pre-sale, on-site commissioning and after-sales support for all ZQ110 machines. Support includes factory acceptance testing before shipment, on-site installation and commissioning assistance, operator training, process parameter setup for your specific resin and bottle design, and ongoing remote technical support via video call, email and phone. A recommended spare parts kit is supplied with each machine covering standard consumable components. For buyers in CMN's established agent network regions including Korea, India, Turkey, Russia, South Africa, Brazil, the United States and Mexico, local agent support is also available for faster on-site response when required.

고객 리뷰
Park Ji-hoon, Cosmetic Industry, Korea
"We have been running the ZQ110 on our 30ml cosmetic serum bottle line for about eight months now and honestly the output has blown us away. We're hitting around 108,000 bottles on a normal day shift, sometimes pushing close to 113,000 when everything is dialed in. The energy saving is real too our electricity bill dropped noticeably compared with the old hydraulic machine we used to run. Servo is smooth, quiet, and the absolute encoders mean we never have to re-home after a power cut. Setup on a new mold takes maybe half a day once you know the process. Very satisfied overall."
Rajesh Mehta, Pharmaceutical Industry, India
"We bought the ZQ110 to produce 100ml HDPE pharmaceutical bottles for our domestic market and I can say it has met every expectation. The neck thread accuracy is exactly what we needed for our child-resistant caps 100% seal rate, no rejects from the leak tester. The technical team from CMN helped us with the initial parameter setup over video call and got us to stable production within three days of machine arrival. After-sales response has been good whenever we had questions. For the injection blow molding machine price we paid, the quality is definitely there."
Mehmet Yilmaz, Chemical Industry, Turkey
"We are truly very satisfied. We installed the ZQ110 six months ago to replace our old AOKI machine and the difference is noticeable. Clamping force, cycle time, energy use all better. Our operators learned the interface quickly. The machine runs PS and HDPE with no problem. The mold CMN supplied with the machine is very precise bottle weights are very consistent between cavities. Only issue we had was a minor air fitting leak in the first week, CMN sent a replacement part immediately and guided our technician through the fix by video. This level of support is rare."
Dmitri Voronov, Food Industry, Russia
"We have been producing 250ml and 500ml PP food containers on the ZQ110 for over a year. The machine has been running two shifts per day and the mechanical reliability has been solid. We did our first planned maintenance at 12 months nothing major, just standard wear parts on the stripping station. Output is consistent, bottle weights are within spec, and the mold parting line on the bottles is very clean. We were concerned about technical support given the distance, but the CMN team responds the same day and has been able to solve every issue remotely so far."
Sipho Ndlovu, Cosmetic Industry, South Africa
"We purchased the ZQ110 for cosmetic bottle production in PCTG and transparent PS. Before this machine we were running a different brand and had constant surface quality problems with transparent PS. The ZQ110's temperature control is noticeably more stable and our rejection rate for surface defects dropped from around 3% to under 0.5% within the first month. The CMN application engineer visited our factory for three days during installation and mold commissioning, which made a big difference to how quickly our team got comfortable with the machine. Logistics from factory to our facility was well handled too."
Carlos Zandei, Personal Care Industry, Brazil
"We bought the ZQ110 to produce 120ml HDPE bottles for personal care. We are very satisfied with the performance. The energy consumption is much lower than we expected we are paying about 30% less in electricity compared to our previous machine. The bottle quality is excellent, with no flashes and no leaks. The equipment arrived well-packaged and the import documents were all provided by CMN without complications. We recommend it to any packaging producer who is evaluating injection blow molding machines."
Kevin Brooks, Food Industry, USA
"We evaluated three IBM machine suppliers before choosing CMN. The ZQ110 had the best combination of clamping force, cycle speed and energy efficiency in the mid-range machine class. We run 100ml PS bottles for a lactic acid bacteria beverage client and the machine handles transparent PS very well at 14 cavities. The visual inspection system integration was straightforward the machine exit conveyor interface matched our existing inspection equipment without modification. Lead time from order to delivery was about 12 weeks, which was clearly communicated upfront and met on schedule. Very professional process."
Jorge Villalobos, Chemical Industry, Mexico
"We have been using the ZQ110 for nine months producing 400ml bottles for household cleaning products. The daily yield exceeds our initial expectations we normally get around 62,000 bottles in a 12-hour shift with 8 cavities. The machine is quiet compared to our previous hydraulic equipment and the mold area stays clean. The CMN team supported us with the installation and training of our operators during the first week. Communication has been smooth in Spanish and English. We would definitely consider buying another unit in the future."
Anastasia Kimani, Pharmaceutical Industry, South Africa
"The ZQ110 replaced a used machine we had running and the improvement in product quality was immediately visible. We produce 60ml PP pharmaceutical bottles at 14 cavities and the weight consistency across cavities improved from a spread of about plus or minus 0.4g down to under 0.15g with the ZQ Series mold that came with the machine. Thread seal rate went to 100% on the first batch. The machine was delivered on time and the commissioning engineer from CMN was knowledgeable and thorough. Our quality team was able to complete the IQ/OQ documentation with support from the technical file CMN supplied. Five stars without hesitation."
추가 정보
| 편집자 | 와이제이엑스 |
|---|