
スチールスパイラルベベルギア 歯数比1:1 スパイラル歯システム
1:1の減速比と螺旋歯システムを備えた鋼製螺旋ベベルギアは、交差する2本のシャフト(通常は90度の角度で配置)間で動力を伝達するように設計された円錐形のギアで、両方のギアの回転速度は等しくなります。螺旋歯設計は、螺旋角(多くの場合約35°)で配置された湾曲した斜めの歯を特徴としており、直線ベベルギアと比較して、緩やかな噛み合い、よりスムーズな動作、およびより高い耐荷重性を実現します。
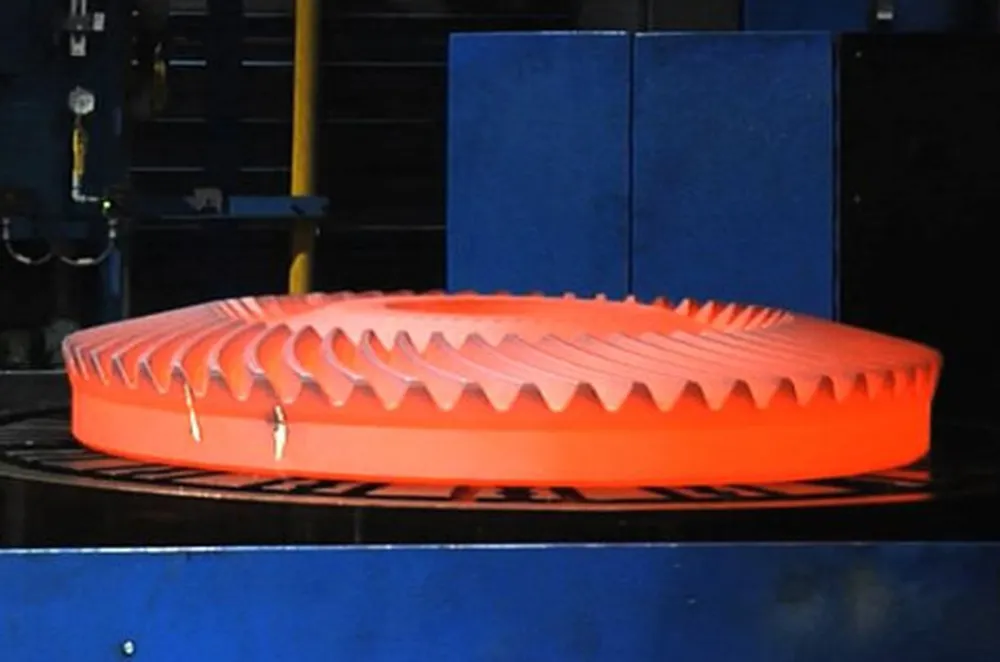
1:1の減速比と螺旋歯システムを備えた鋼製螺旋ベベルギアは、交差する2本のシャフト(通常は90度の角度で交差)間で動力を伝達するように設計された円錐形ギアで、両方のギアの回転速度は等しくなります。螺旋歯設計は、螺旋角(多くの場合約35°)で配置された湾曲した斜めの歯を特徴としており、直線ベベルギアと比較して、緩やかな噛み合い、よりスムーズな動作、およびより高い耐荷重性を実現します。これにより、騒音、振動、および衝撃応力が低減され、自動車のディファレンシャル、ロボット、産業機械などの高速かつ高負荷の用途に最適です。
炭素鋼または合金鋼で作られたこれらのスパイラルベベルギアは、耐久性と精度を高めるために熱処理が施されており、1:1の比率はピニオンとギアの歯数が同一であることを示し、マイターギアと呼ばれることもあります。効率は96~98%の範囲ですが、軸方向の推力が発生するため、頑丈なベアリングが必要です。

スチール製スパイラルベベルギア、減速比1:1
| 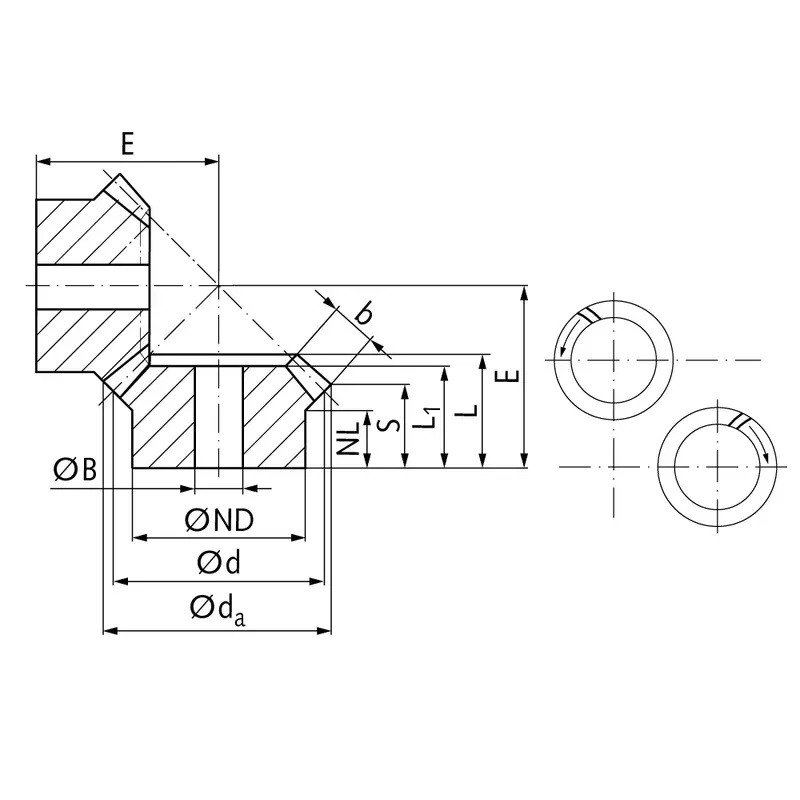 |
| モジュール | 番号 歯の | d1つの | d | ND | オランダ | L1 | L | S1) | b | BH7 | E | トルク* | 重さ |
| んん | んん | んん | んん | んん | んん | んん | んん | んん | んん | Ncm | グラム | ||
| 0,6 | 16 | 15,8 | 15,5 | 10 | 4,5 | 9 | 10,0 | 7,7 | 3,3 | 5 | 15 | 0,64 | 12 |
| 0,6 | 20 | 16,9 | 16,5 | 12 | 6,5 | 11 | 12,0 | 9,2 | 4 | 5 | 17 | 1,27 | 19 |
| 0,6 | 25 | 23,3 | 22,5 | 19 | 7,2 | 12 | 13,4 | 9,2 | 6 | 6 | 20 | 2,1 | 50 |
| 0,6 | 30 | 27,8 | 27 | 22 | 7 | 13 | 14,9 | 9,9 | 7 | 8 | 23 | 3,0 | 75 |
| 0,6 | 35 | 32,3 | 31,5 | 25 | 7,2 | 15 | 16,3 | 10,6 | 8 | 8 | 26 | 3,5 | 116 |
| 1 | 16 | 25,4 | 24 | 17 | 7,5 | 13,5 | 15,95 | 11,7 | 6 | 6 | 23 | 2,5 | 55 |
| 1 | 20 | 31,4 | 30 | 25 | 8,4 | 15 | 17,3 | 11,7 | 8 | 8 | 26 | 6,3 | 112 |
| 1 | 25 | 38,9 | 37,5 | 25 | 8 | 16 | 19,0 | 11,9 | 10 | 10 | 30 | 10,0 | 155 |
| 1 | 30 | 46,4 | 45 | 30 | 8 | 19 | 21,7 | 13,2 | 12 | 10 | 35 | 14,3 | 278 |
| 1,3 | 20 | 41,8 | 40 | 30 | 7,3 | 19 | 20,7 | 12,9 | 11 | 10 | 32 | 14,8 | 222 |
| 1,3 | 25 | 51,8 | 50 | 30 | 8 | 19 | 21,8 | 11,9 | 14 | 10 | 36 | 18,5 | 326 |
| 1,3 | 30 | 61,8 | 60 | 35 | 8 | 21 | 24,2 | 12,9 | 16 | 12 | 42 | 31,5 | 530 |
| 1,5 | 18 | 41,7 | 39,6 | 30 | 8 | 17 | 20,3 | 13,2 | 10 | 10 | 32 | 15,9 | 209 |
| 1,5 | 24 | 54,9 | 52,8 | 35 | 8 | 20 | 22,6 | 12,7 | 14 | 10 | 38 | 21,2 | 408 |
| 1,5 | 28 | 63,7 | 61,6 | 40 | 8 | 20 | 23,2 | 13,3 | 14 | 12 | 43 | 34,5 | 576 |
| 2,2881 | 21 | 71,5 | 70 | 45 | 15 | 28 | 32,22 | 22,5 | 15 | 16 | 55 | 70 | 973 |
| 2,236 | 24 | 79,0 | 78 | 45 | 15 | 29 | 32,48 | 23,7 | 14 | 16 | 60 | 73 | 1200 |
| 2 | 26 | 82,0 | 80 | 55 | 20 | 35 | 37,73 | 26,8 | 16 | 16 | 65 | 42 | 1581 |
| 2,5 | 19 | 90,0 | 88 | 56 | 18 | 34 | 36,91 | 23,5 | 20 | 20 | 65 | 185 | 1700 |
| 2,5 | 24 | 98,0 | 96 | 54 | 16 | 32 | 37,2 | 24,5 | 19 | 20 | 70 | 188 | 2000 |
| 3 | 21 | 103,0 | 100 | 68 | 17 | 36 | 43,4 | 27,7 | 23 | 25 | 75 | 240 | 2600 |
| 3 | 24 | 115,0 | 112 | 64 | 18 | 34 | 41,7 | 26,7 | 22 | 25 | 80 | 260 | 2800 |
| 3,5 | 24 | 131,0 | 128 | 72 | 20 | 38 | 46,15 | 29,5 | 25 | 30 | 90 | 396 | 4200 |
| 3,5 | 26 | 144,0 | 140 | 85 | 30 | 57 | 62,3 | 43,0 | 28 | 30 | 110 | 238 | 7300 |
スチール製スパイラルベベルギアの設計上の特徴
- 螺旋歯形状
歯は螺旋状に湾曲しており、螺旋角は通常約35度です。この設計により、歯のかみ合いが徐々に進み、よりスムーズな動力伝達が実現します。また、直線状のベベルギアに比べて騒音と振動を大幅に低減します。さらに、螺旋形状によって複数の歯に負荷が均等に分散されます。 - 1:1ギア比
ピニオンとギアの歯数が同じであるため、回転速度も等しくなります。マイターギアと呼ばれるこれらのギアは、正確な90度の動力伝達を必要とする用途に最適です。このギア比により、交差するシャフト間で速度変動がなく、一定のトルクを維持できます。 - 高強度鋼構造
炭素鋼または合金鋼で作られたこれらの鋼製スパイラルベベルギアは、浸炭処理や高周波焼入れなどの熱処理が施されています。これにより、表面硬度とコアの靭性が向上します。この材料選択により、高負荷下での耐久性と、過酷な産業環境における耐摩耗性が確保されます。 - 精密な歯面接触
らせん状の歯は、最適な接触パターンを確保するために高精度に加工されています。これによりバックラッシュが最小限に抑えられ、効率が向上します(通常96-98%)。適切な歯の接触により摩擦損失と発熱が低減され、高速用途における鋼製ベベルギアの寿命が延びます。 - 軸方向推力管理
スパイラルベベルギアは、歯の角度によって軸方向の推力を発生させます。そのため、力を効果的に処理できる堅牢なスラストベアリングが必要です。この設計では、ベアリング支持システムを組み込むことで、アライメントを維持し、早期の摩耗や故障を防ぐようにしています。 - コンパクトな円錐形デザイン
円錐形形状により、交差するシャフト間(通常は90度)で効率的な動力伝達が可能になります。このコンパクトな設計は、機械レイアウトにおける省スペース化に貢献します。自動車の差動装置、ロボット工学、航空宇宙など、サイズ制約が重要な用途に最適です。

鋼製スパイラルベベルギアの製造工程
ステップ1:材料の準備
製造工程は、高品質な材料(通常は鋼鉄)を選定することから始まります。これにより、過酷な条件下でも、ギアが望ましい強度、耐久性、耐摩耗性を確保できるようになります。
ステップ2:切断
選定された材料は、のこぎりなどの切削工具を用いて、扱いやすい小さな断片に切断されます。この工程により、原材料は製造工程におけるさらなる機械加工や成形工程に向けて準備されます。
ステップ3:熱処理
切削された材料は、硬度や靭性などの機械的特性を向上させるために熱処理されます。この工程により、歯車は重荷重に耐え、変形しにくくなります。
ステップ4:旋盤加工
熱処理された材料は旋盤加工によって必要な円筒形状に加工されます。この工程により、歯車ブランクが左右対称になり、精密な歯切り加工に適した状態になります。
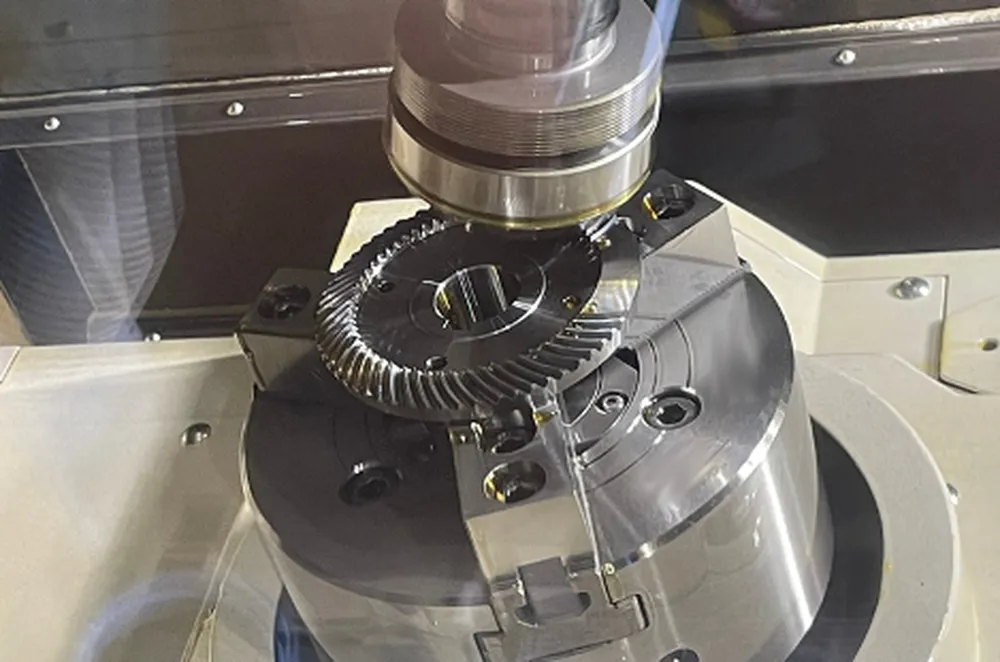
ステップ5:歯車切削
歯車の歯を成形するために、専用の歯車切削機が使用されます。この工程で、らせん状のベベルギアの歯が高精度で形成されます。
ステップ6:ブローチ加工
キー溝やスプラインなどの内部形状は、ブローチ加工工具を用いて加工されます。この加工により材料が除去され、適切な組み立てと機能性を確保するための精密な内部構造が形成されます。
ステップ7:高周波浸炭
ギアは浸炭処理を受け、表面に炭素が添加されます。その後、高周波加熱を施して表面を硬化させ、耐摩耗性を向上させつつ、内部の強靭さを維持します。
ステップ8:歯車研削
専用の研削盤を用いて歯車の歯を精密に研削します。この工程により、滑らかな歯形、正確な寸法、そして最適な噛み合いが確保され、静かで効率的な運転が可能になります。
ステップ9:検査
完成したギアは、寸法精度、アライメント、品質について綿密に検査されます。高度な測定ツールを使用して、ギアが設計仕様を満たし、実際の使用環境で確実に機能することを保証します。
 |  |  |
 |  |  |
鋼製スパイラルベベルギアの応用例
- 自動車用ディファレンシャル
スチール製のスパイラルベベルギアは、車両のディファレンシャルギアにおいて重要な役割を果たし、ドライブシャフトから車軸へ90度の角度で動力を伝達します。スムーズな噛み合いと高い耐荷重性能により、様々なトルク条件下でも信頼性の高い性能を発揮し、車両の安定性とトラクションを向上させます。 - 産業機械
これらのスパイラルギアは、フライス盤やコンベアなどの重機械に使用され、交差するシャフト間で精密な動力伝達が求められます。その耐久性と高トルクへの対応能力により、過酷な産業環境における連続運転に適しています。 - 航空宇宙システム
航空機やヘリコプターでは、鋼鉄製のベベルギアがローターシステムなどの重要な部品を駆動します。そのコンパクトな設計と高い効率性により、狭い空間でも信頼性の高い動力伝達を実現します。ギアの強度は過酷な条件下でも耐えうるため、航空宇宙用途における安全性と性能を確保します。 - ロボット工学と自動化
スパイラルベベルギアは、ロボットアームや自動化システムにおける精密な動作制御を可能にします。滑らかな動作と低いバックラッシュにより、正確な位置決めを実現します。1:1のギア比は同期動作を保証し、製造ラインや組立ラインにおける高精度が求められる作業に不可欠です。 - 船舶推進
船舶用ギアシステムで使用されるこれらのギアは、エンジンからプロペラへ動力を伝達します。高トルクに対応し、腐食に強い(処理済みの場合)ため、過酷な海洋環境下でも信頼性の高い性能を発揮し、船舶の効率的な運航と操縦性をサポートします。 - 電動工具
スチール製のスパイラルベベルギアは、アングルグラインダーやドリルなどの電動工具に不可欠な部品です。コンパクトな設計と高い効率性により、手持ち式機器において効率的な動力伝達を実現します。また、耐久性にも優れているため、長時間の高負荷使用時でも安定した性能を発揮します。
 |  |
| 自動車産業向けベベルギア | ロボット用ベベルギア |
 |  |
| 海洋産業向けベベルギア | 電動工具用ベベルギア |
追加情報
| 編集者 | Yjx |
|---|























