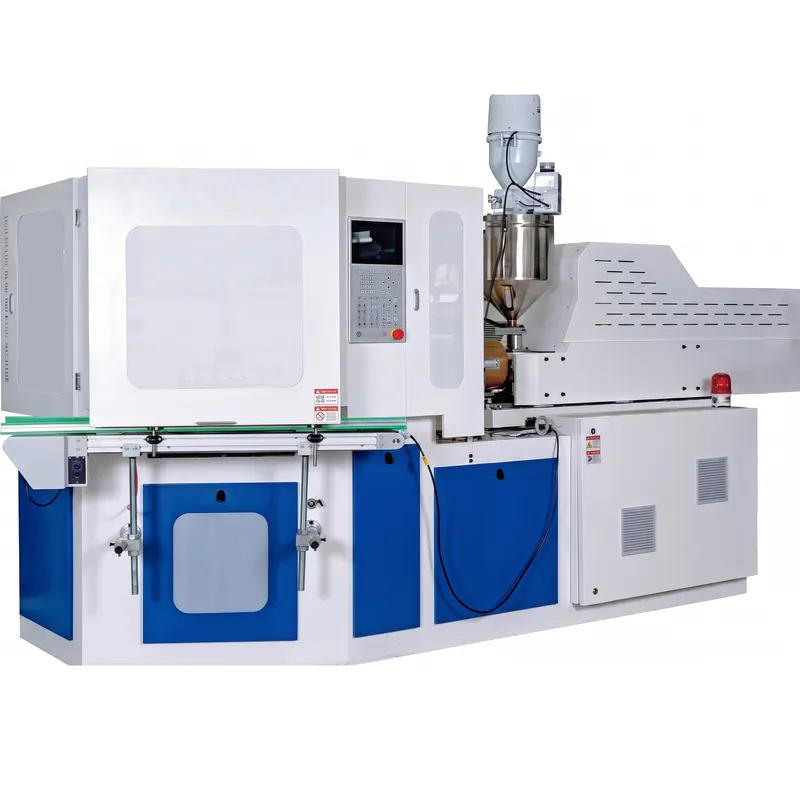
ZQ80 Injection Blow Molding Machine (European)
The full European-style structure of the ZQ80 injection blow molding machine is engineered for exceptional durability and reliable performance, making it well suited for intensive, round-the-clock production environments. This advanced IBM machine delivers 20% to 30% greater clamping force than competing models in the same class, significantly reducing material waste caused by vibration during the molding cycle. Featuring a standard servo-driven rotation system, the machine maintains a streamlined mechanical layout that simplifies daily maintenance, lowers operating complexity, and shortens operator training time.
ZQ80 Injection Blow Molding Machine (European)
The full European-style structure of the ZQ80 injection blow molding machine is engineered for exceptional durability and reliable performance, making it well suited for intensive, round-the-clock production environments. This advanced IBM machine delivers 20% to 30% greater clamping force than competing models in the same class, significantly reducing material waste caused by vibration during the molding cycle. Featuring a standard servo-driven rotation system, the machine maintains a streamlined mechanical layout that simplifies daily maintenance, lowers operating complexity, and shortens operator training time. Its innovative pressurized clamping structure keeps the booster cylinder entirely out of the mold opening and closing process, cutting energy consumption by 10% to 20% and directly lowering enterprise production costs. Whether your facility manufactures pharmaceutical containers, cosmetic packaging, or small beverage bottles, this plastic injection blow molding machine provides the consistency and throughput your production line demands.
Built for medium-volume to high-volume manufacturing, the ZQ80 injection blow molding machine processes bottles ranging from 10 ml to 1,000 ml with maximum cavitation of up to 20 molds per cycle for smaller containers. Its 800 KN injection clamping force and 55 mm screw diameter ensure stable plasticizing and uniform melt distribution across every shot. From pharmaceutical vials and eye-dropper bottles to shampoo containers and pesticide packaging, this versatile production system adapts to diverse product requirements while maintaining tight dimensional tolerances and flawless neck finishes. The servo-controlled platform eliminates the need for hydraulic oil in the drive system, creating a cleaner workspace that meets GMP and hygiene standards for sensitive product categories.
Mold Cavitation (For Reference)
| Approx Volume | 10ml | 30ml | 60ml | 100ml | 250ml | 500ml | 1000ml |
| Max.cavitation | 20 | 18 | 14 | 12 | 8 | 5-6 | 3-4 |
Teknik Özellikler
| Öğe | Unit | ZQ80 |
| Injection System | ||
| Screw Diameter | mm | 55 |
| Screw L/D | % | 22:1 |
| Injection weight! | G | 466 |
| Heating power | KW | 11 |
| Number of barrel zone | 4+N | |
| Injection stroke | mm | 180 |
| Clamping System | ||
| Clamping force of injection | KN | 800 |
| Opening stroke for injection | mm | 140 |
| C lamping force of blowing | KN | 120 |
| Opening stroke for blowing | mm | 140 |
| Lifing height of rotary ta ble | mm | 70 |
| Mould | ||
| Max.Platen size(LxW) | mm | 800x400 |
| Mold thickness | mm | 280 |
| Dia.of bottle | mm | 120 |
| Botle height | mm | 220 |
| Suitable bottle height | mm | 1-2000 |
| Stripping stroke | mm | 230 |
| Hydraulic system | ||
| Hydraulic Pressure | Map | 14 |
| Motor power | KW | 18.5+18.5 |
| Dry cycle | S | 4 |
| Total Power | KW | 55 |
| Operating power | % | 52-70 |
| Diğerleri | ||
| Min.Air pressure ofcompressed air | MPa | 0.8-1.2 |
| compressed air capacity | M³/min | 0.8 |
| Water flowage | M³/h | 4 |
| Cooling water pressure | MPa | 0.3-0.4 |
| Dimension(Lx W x H ) | M | 4.5x1.6x2 |
| Net weight | Ton | 10 |
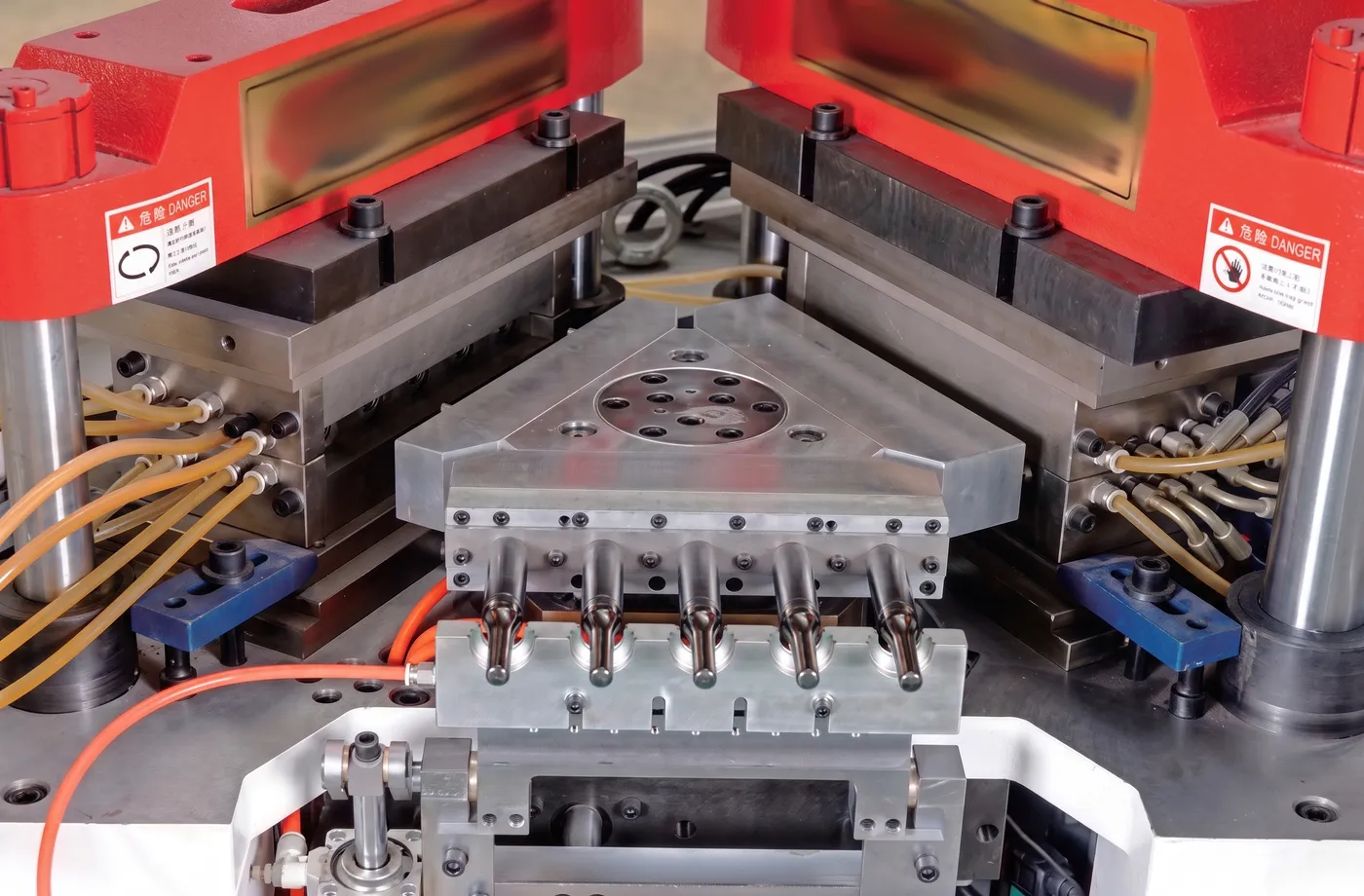
Injection Blow Molding Machine Components
1. Stock Preparation / Injection Device
The injection device is responsible for melting, homogenizing, and injecting raw plastic resin into the preform mold. Featuring a 55 mm screw with a 22:1 L/D ratio, it ensures thorough plasticizing and consistent melt quality. The 4+N barrel heating zones allow precise temperature profiling for different polymers, and the 180 mm injection stroke delivers up to 466 g of material per shot.
2. Hot Runner System
The hot runner system maintains uniform melt temperature as the plastic flows from the injection nozzle to each preform cavity. This controlled thermal pathway minimizes material degradation, reduces cycle time, and ensures equal filling across all cavities. By eliminating cold runner waste, the hot runner design lowers raw material consumption and contributes to more sustainable production operations.
3. Core Rod (Mandrel)
Core rods form the internal cavity of each preform and serve as the medium for air delivery during the blow molding stage. Their specially designed cooling channels ensure rapid and even temperature reduction, enabling shorter cycle times without sacrificing wall thickness uniformity. The precision-machined mandrel surface is critical for producing smooth inner bottle walls that meet pharmaceutical and food-grade standards.
4. Bottle Preform
The bottle preform, also known as the parison or tube billet, is the intermediate product formed at the injection station. Its shape, wall distribution, and neck geometry directly determine the quality of the finished bottle. Optimized preform design ensures minimal weight variation and consistent blowing performance, eliminating common defects such as thin spots, uneven shoulders, and distorted neck finishes.
5. Injection Mold
The injection mold consists of the preform cavity, neck ring, and core pin assembly. Manufactured from imported S136 steel alloy or 4Cr13 stainless steel, these molds deliver excellent corrosion resistance and long service life under continuous high-temperature and high-pressure operation. The activity-designed cavity and neck inserts can be swapped quickly for product changeovers, reducing downtime between production runs.
6. Injection Station
The injection station is the first of three positions on the rotary turntable. Here, the clamping system applies up to 800 KN of force to lock the injection mold, while the screw unit pushes molten resin into the preform cavities. Precise control of injection pressure, speed, and hold time ensures complete cavity filling and eliminates short shots, flash, and sink marks in the preform structure.
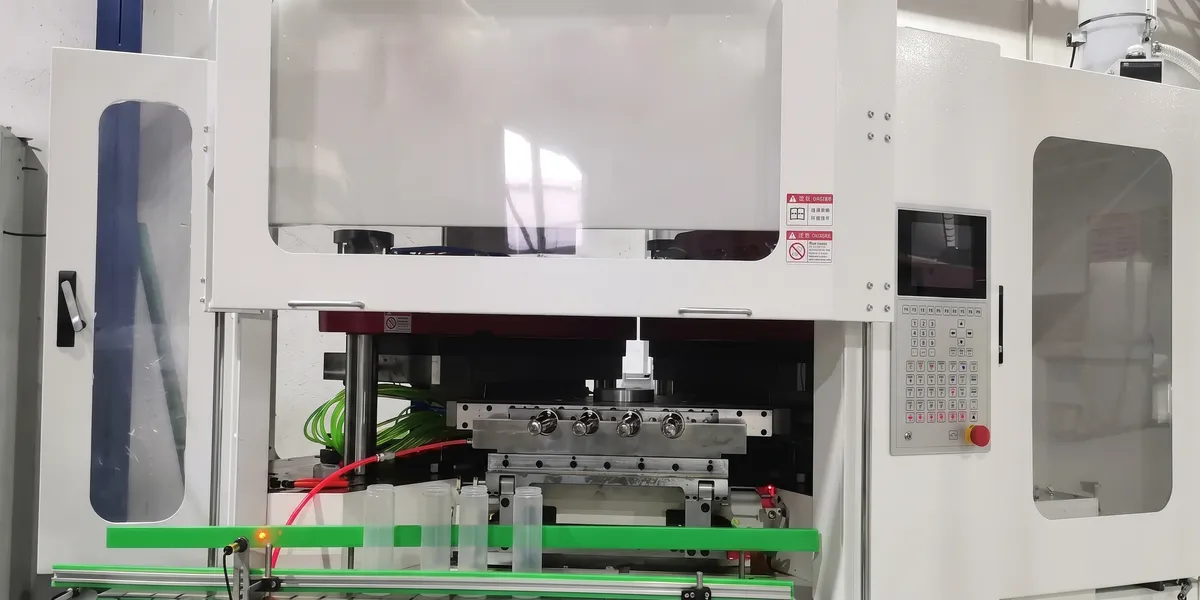
7. Blow Station
At the blow station, compressed air at 0.8 to 1.2 MPa is introduced through the core rod to inflate the heated preform against the blow mold walls. The 120 KN blowing clamping force holds the mold firmly shut during inflation and subsequent cooling. Controlled air flow and cooling water circulation ensure the bottle reaches its final shape with uniform wall thickness and a smooth exterior surface free from stress marks or wrinkles.
8. Blow Mold
The blow mold defines the final external shape of the bottle, including the body contour, base profile, and any embossed text or patterns. Precision-machined from hardened tool steel, these molds feature integrated cooling channels that accelerate cycle times while maintaining consistent bottle dimensions. Quick-change mold interfaces allow operators to switch between different bottle designs with minimal downtime on the production floor.
9. Stripping Station
The stripping station is the final position on the rotary table, where completed bottles are automatically ejected from the core rods onto the output conveyor. The 230 mm stripping stroke provides sufficient clearance for bottles up to 220 mm tall, and the mechanical ejection system operates with precision timing to prevent bottle damage. From here, bottles proceed to downstream quality inspection, labeling, or packaging equipment for a fully integrated workflow.
Key Features of the ZQ80 Injection Blow Molding Machine
1. High-Efficiency Servo-Driven Production
This energy-saving production platform is purpose-built for mass production of small and medium-sized plastic bottles across pharmaceutical, cosmetic, and food packaging industries. Equipped with precise temperature and pressure control systems, the machine ensures uniform wall thickness, smooth outer surfaces, and stable dimensional accuracy on every finished product. The advanced feedback loop monitors barrel temperature in real time, allowing operators to fine-tune processing parameters for different resin types and bottle geometries without interrupting the production run.
2. All-Electric Operation with Zero Hydraulic Oil
This servo-controlled all electric injection blow molding machine operates entirely without hydraulic oil, with all mechanical movements powered by high-torque servo motors. It achieves a 20% shorter cycle time compared to traditional hydraulic models, completing each cycle for 30 ml bottles in just 8.2 seconds. That translates to approximately 105,000 bottles per day during standard shifts, with a maximum daily output reaching 115,000 bottles. Energy consumption is reduced by 30%, averaging approximately 12 kWh per hour for 30 ml bottle production. Low noise operation is further enhanced by a servo system with absolute encoders, ensuring high precision and outstanding repeatability.
3. Adjustable Clamping Force for Versatile Production
A specially designed clamping structure provides 40 to 80 tons of adjustable clamping force, enabling this versatile system to meet a wide range of production requirements across different bottle sizes and resin formulations. Whether manufacturing thin-walled cosmetic containers or thick-bodied chemical packaging, operators can dial in the precise clamping pressure needed to maintain mold integrity and prevent flash. The robust clamping mechanism ensures consistent mold closure force throughout extended production campaigns, preserving bottle quality batch after batch.
4. Pharmaceutical-Grade Hygienic Design
The bottom-up mechanical layout of this advanced production system keeps lubricating oil completely away from the mold area, satisfying strict hygiene standards for pharmaceutical and high-quality plastic bottle packaging applications. This design feature is essential for manufacturers producing medicine bottles, health supplement containers, and food-contact packaging where contamination risks must be eliminated. The clean mold zone, combined with the oil-free servo drive system, makes the ZQ80 fully compliant with GMP facility requirements and international packaging safety regulations.
5. Electric Cylinder Injection for Superior Stability
Tailored to customer-specific requirements, this best injection blow molding machine in its class uses an electric cylinder-driven injection unit that dramatically enhances injection stability and significantly reduces long-term maintenance costs. Unlike hydraulic injection systems that require regular seal changes, oil filtration, and pressure calibration, the electric cylinder mechanism delivers consistent injection force with minimal wear on moving parts. This engineering approach extends service intervals, reduces spare parts inventory, and keeps total cost of ownership well below that of comparable hydraulic-drive systems on the market.
6. Full Automation and Inline Quality Control
For fully automated production lines, the conveyor system of this advanced IBM machine can be integrated with a comprehensive suite of downstream equipment. Visual inspection systems check for bottle body foreign particles, insufficient material at the mouth, and uneven bottoms in real time. Side-leak testers verify seal integrity on every unit, while inline labeling machines and automatic packaging equipment complete the production workflow. This integration enables true unattended operation, reducing labor costs and eliminating human-error defects across high-volume shifts in modern manufacturing facilities.

Çalışma Prensibi
1. Ön Kalıp Enjeksiyonu
During the first stage, raw plastic resin is melted inside the barrel and injected into the preform cavity under controlled pressure through the 55 mm screw unit. The bottle neck and thread are molded with exact dimensional accuracy at this station, ensuring a perfect seal geometry. Once the injection cycle is complete and the preform has reached the correct temperature profile, the mold opens and the rotary table transfers the mandrel together with the freshly formed shape blank to the blow molding station. This transfer happens smoothly thanks to the high-precision angle divider, which synchronizes mold opening and turret lifting within a single mechanical movement.
2. Şişirme Kalıplama
At the blow molding station, compressed air is channeled through the hollow mandrel into the still-warm preform, inflating it outward until the plastic wall conforms precisely to the contours of the blow mold cavity. The bottle shape and mold design determine the number of cavities that can run simultaneously at this station. After the blown container cools sufficiently to hold its shape, the blow mold opens and the turret rotates the mandrel with the finished bottle onward to the stripping station. The controlled cooling cycle preserves uniform wall thickness and eliminates internal stress that could cause warping or dimensional drift.
3. Stripping and Ejection
At the final station, the fully formed and cooled bottles are automatically ejected from the core rods and transferred onto the output conveyor for collection or downstream packaging. The critical advantage of this one-step IBM design is that all three actions run concurrently: while one set of cavities is injecting new preforms, another set is blowing bottles, and a third set is stripping finished products. This simultaneous operation eliminates idle time between stations, producing a highly efficient cycle with virtually zero material waste and no flash or burrs on the finished bottles, since the neck is formed during injection rather than cut during a secondary process.
Applications of the ZQ80 IBM Machine
From pharmaceutical vials to industrial chemical containers, the ZQ80 covers a broad spectrum of plastic bottle applications.
1. Chemical Bottles
Chemical packaging demands excellent resistance to corrosive substances and consistent wall thickness to prevent leakage during storage and transport. The ZQ80 produces HDPE and PP chemical bottles with precise dimensional control, ensuring reliable seal integrity that meets industrial safety standards for hazardous liquid containment.
2. Pharmaceutical Bottles
Pharmaceutical containers require flawless neck finishes, burr-free surfaces, and complete sealing to protect sensitive medications from contamination. The oil-free design and bottom-up structure of this machine ensure a hygienic production zone that complies with GMP requirements, making it an ideal choice for tablet bottles, liquid medicine vials, and supplement packaging.
3. Cosmetic Bottles
The cosmetic packaging industry values smooth surface finish and high visual quality, both of which the ZQ80 delivers these qualities consistently. The precise pressure control eliminates surface imperfections, producing bottles suitable for lotions, serums, foundations, and other beauty products that demand an attractive shelf appearance and premium feel.
4. Beverage Bottles
For beverage packaging applications, the ZQ80 produces durable PP and HDPE bottles in volumes ranging from 100 ml to 1,000 ml. The high cavitation capacity and rapid cycle time enable cost-effective mass production of water bottles, juice containers, dairy packaging, and health drink bottles with food-safe material compatibility and consistent quality.
5. Feeding Bottles
Baby feeding bottles must meet the strictest safety and hygiene standards, including BPA-free material processing and flawless neck thread formation. The ZQ80 manufactures feeding bottles from PP and PPSU resins with precise thread accuracy and 100% seal integrity, providing parents and caregivers with safe, reliable packaging for infant nutrition products.
6. Eyedropper Bottles
Eyedropper bottles and small-volume dispensing containers require exceptional neck accuracy and thin, uniform wall sections. The ZQ80 excels at producing these miniature bottles in volumes as small as 10 ml, leveraging its 20-cavity capability at that size to deliver high throughput. The injection-formed neck ensures repeatable dropper fitment without flash or dimensional variation.
7. Shampoo Bottles
Shampoo and personal care product bottles often feature complex shapes and require attractive surface finishes. The ZQ80 accommodates bottle heights up to 220 mm and diameters up to 120 mm, providing flexibility for standard and custom shampoo bottle designs. The consistent wall distribution ensures reliable pump-cap attachment and squeeze resistance during consumer use.
8. Pesticide Bottles
Agricultural pesticide containers must withstand aggressive chemical formulations while maintaining tamper-evident seal properties. The ZQ80 produces robust HDPE pesticide bottles with thick, even walls and precisely formed neck threads that prevent leakage during shipping and field handling. The high-strength clamping system ensures dimensional stability even when running high-viscosity HDPE resins at elevated temperatures.
 |  |
| Daily Chemical Bottles | Pharmaceutical Bottles |
 |  |
| Food Bottles | Cosmetic Bottles |
IBM Machine vs. ISBM Machine
Choosing between an injection blow molding machine and an injection stretch blow molding machine depends on your product requirements, material preferences, and production objectives.
Injection Stretch Blow Molding (ISBM) machines and standard Injection Blow Molding (IBM) machines represent two established approaches in the production of plastic containers, each designed to meet different technical demands through tailored manufacturing sequences. The ISBM working process consists of three integrated stages: initial injection molding to form the preform, followed by axial stretching with a stretch rod, and final blow molding to expand the material into the finished shape. By contrast, the IBM process follows a simpler two-stage cycle limited to injection molding of the preform and immediate blow molding, omitting any stretching phase.
This fundamental difference in molding principle produces distinct outcomes. In single stage injection stretch blow molding machine systems, the stretching action promotes biaxial orientation of the polymer chains, which strengthens the molecular structure and results in bottles that exhibit high mechanical strength combined with exceptional optical clarity. IBM systems achieve their results through direct inflation of the preform, delivering consistent and uniform wall thickness throughout the container, along with precise control over critical dimensions such as the neck finish.
Product shape capabilities also vary considerably between the technologies. ISBM equipment manufacturers design their systems to support the creation of complex geometries and larger-capacity designs that maintain structural integrity under pressure. IBM technology, however, proves more effective for straightforward configurations and smaller bottle formats where simplicity and repeatability are priorities.
Material compatibility reinforces these distinctions. ISBM operations primarily utilize polyethylene terephthalate (PET) resins to leverage the benefits of stretching, which is why PET bottle platforms often feature stretch-blow capability. Standard IBM systems accommodate a broader range of resins, including polyethylene (PE), polypropylene (PP), polyvinyl chloride (PVC), and polystyrene (PS), allowing greater versatility in resin selection and opening up applications across pharmaceutical, cosmetic, and industrial sectors.
These technical attributes align with specific application scenarios. Manufacturers of carbonated beverages and mineral water typically choose ISBM machines for their ability to produce pressure-resistant, crystal-clear bottles suitable for high-speed production lines. Pharmaceutical, cosmetic, and small-volume packaging facilities often prefer IBM systems for their uniform wall distribution and compatibility with sensitive formulations in compact container sizes. Choosing a replacement of Aoki injection blow molding machine or similar brand often comes down to matching these process differences to your specific product line.
| Özellik | ISBM Machine | IBM Makinesi |
|---|---|---|
| Working Process | Injection, stretching, blow molding | Injection, blow molding |
| Molding Principle | Enhances material via biaxial stretching | Direct blow molding without stretching |
| Product Performance | High strength and excellent clarity | Uniform wall thickness |
| Product Shape | Complex and large bottle shapes | Simple and small bottle shapes |
| Primary Materials | Mainly PET | PE, PP, PVC, PS |
| Uygulama Senaryoları | Carbonated beverage, mineral water lines | Pharmaceuticals, cosmetics, small packaging |

Compatible Raw Materials for the Injection Blow Molding Machine
HDPE (High-Density Polyethylene)
HDPE is one of the most commonly processed resins on this equipment. Known for its excellent chemical resistance, stiffness, and moisture barrier properties, HDPE is the preferred material for pharmaceutical bottles, household chemical containers, and pesticide packaging. The machine handles HDPE with stable plasticizing performance thanks to its 22:1 L/D screw ratio.
LDPE (Low-Density Polyethylene)
LDPE offers superior flexibility and squeeze characteristics, making it ideal for squeezable dispensing bottles, eye-drop containers, and soft-body packaging. The machine processes LDPE at lower barrel temperatures, and the precise temperature zoning across 4+N barrel sections ensures consistent melt flow and smooth bottle surfaces.
PP (Polypropylene)
Polypropylene delivers high heat resistance, excellent clarity in certain grades, and strong chemical tolerance. PP bottles produced on the ZQ80 are widely used in food packaging, hot-fill beverage containers, and medical device packaging. The adjustable clamping force allows operators to optimize mold closure for PP's specific shrinkage characteristics during cooling.
PS (Polystyrene) and High-Transparent PS
Standard PS and high-transparency PS (including lactic acid bacteria packaging grades) are processed on the ZQ80 for applications requiring crystal-clear bottle walls and rigid structure. These materials are popular in dairy product packaging and probiotic drink containers where visual product display and brand presentation matter significantly to consumer purchasing decisions.
ABS (Acrylonitrile Butadiene Styrene)
ABS resin combines toughness, rigidity, and good surface aesthetics, making it suitable for specialty containers, LED bulb cover production applications, and cosmetic packaging that requires a premium matte or glossy finish. The ZQ80 handles ABS at moderate barrel temperatures with excellent filling performance and dimensional stability.
PCTG and EVA
PCTG offers outstanding clarity, chemical resistance, and BPA-free compliance, making it ideal for premium cosmetic bottles and reusable water containers. EVA (ethylene-vinyl acetate) provides soft-touch properties for specialty packaging. The machine can also process eco-friendly corn-based bioplastics for manufacturers seeking sustainable packaging alternatives in environmentally conscious markets.

ZQ Serisi Otomatik Kalıp Özellikleri
The proprietary mould system is designed for fast changeovers, long service life, and zero-defect bottle production.
1. Interchangeable Cavity and Neck Inserts
The injection mold features an activity-designed cavity and neck section with specially engineered oil channels that can be swapped quickly and conveniently. This modular design ensures stable temperature distribution throughout the mold, maintaining consistent tube billet dimensions across extended production runs. Operators can change bottle sizes with minimal downtime, keeping utilization rates high on the factory floor.
2. Premium S136 and 4Cr13 Stainless Steel Construction
All injection mold components are manufactured from imported S136 steel alloy or 4Cr13 stainless steel, selected for their superior hardness, corrosion resistance, and polishing characteristics. These high-strength materials significantly extend mold service life under continuous high-temperature and high-pressure cycling, reducing replacement frequency and lowering the total cost of tooling ownership for high-volume operations.
3. Optimized Hot Runner and Preform Design
The optimized hot runner system works in concert with a precision-engineered bottle preform design to minimize gram weight deviation and wall thickness variation across all cavities. The specially structured mandrel maintains rapid molding cycles while delivering excellent core cooling performance, ensuring each preform reaches the blow station at the ideal temperature for uniform bottle expansion.
4. Precision Mouth and Thread Formation
The bottle mouth and thread are formed with high dimensional accuracy during the injection stage, achieving 100% seal integrity on every bottle produced. This precision is critical for pharmaceutical, food-grade, and chemical packaging applications where leakage or contamination must be completely eliminated. The neck geometry remains consistent regardless of production speed or batch volume.
5. Zero-Burr, Zero-Waste Bottle Finish
The one-step injection-blow process eliminates burrs and material waste at both the bottle mouth and bottom, producing a clean, finished container that requires no secondary trimming or deflashing. This waste-free approach saves raw materials, eliminates downstream trimming equipment, and delivers bottles with a smooth, professional appearance ready for labeling and filling immediately after ejection.
6. Consistent Dimensional and Weight Uniformity
Product size, weight, mold parting line visibility, and wall thickness remain consistent from the first bottle to the last in every production run. The ZQ Series mould system delivers repeatable results that meet the tightest quality-control specifications, supporting statistical process control (SPC) programs and enabling manufacturers to maintain low rejection rates and high customer satisfaction across all bottle sizes.

Common Troubleshooting for IBM Machines
Operators often encounter several issues when running this type of equipment. Many problems stem from the integration of injection and blow molding processes within a single cycle. Adjusting cycle parameters, cleaning molds thoroughly, and using high-quality mold release agents designed for blow molding will resolve most production defects.
1. Product Defects from Incorrect Cycle Parameters
Incorrect temperature, cycle time, or cooling time settings can cause warping, short shots, sink marks, or uneven wall thickness in finished bottles. Operators should verify that barrel zone temperatures match the resin manufacturer's recommended processing range and fine-tune injection speed and hold pressure. Cooling time adjustments are particularly important when switching between bottle sizes or resin types on the ZQ80.
2. Machine Will Not Start
When the machine fails to start, operators should first check the power supply and inspect all cables for loose connections or visible damage. Verify that barrel temperatures have reached the required set points before attempting to initiate the cycle. Pressure switch settings may also need recalibration, especially after a power outage or emergency shutdown. Confirm that all safety interlocks and emergency stop circuits have been properly reset.
3. Machine Will Not Stop
If the machine continues running when it should stop, inspect the pressure switch for malfunction or incorrect calibration. Check hydraulic oil levels and look for leaks in hoses, fittings, and cylinder connections. A sticking solenoid valve in the hydraulic circuit can also prevent proper cycle termination. Operators should examine the PLC control logic and verify that the cycle-end signal is being received correctly by the controller.
4. Machine Cannot Hold Pressure
Pressure loss during the injection or blowing cycle typically results from air leaks, clogged filters, or worn seals in the pneumatic or hydraulic circuits. Operators should check all wiring connections, systematically inspect air lines for leaks, and replace clogged filters or deteriorated seals. On the ZQ80, the compressed air system operates at 0.8 to 1.2 MPa, so even small leaks can significantly affect blow pressure consistency and bottle quality.
5. Excessive Machine Noise
Unusual noise during operation can indicate motor speed control issues, air or hydraulic leaks, or mold damage. Operators should verify that the servo motor is running within its rated speed range and check all pneumatic and hydraulic connections for audible leaks. Inspect molds for cracks, loose inserts, or broken cooling fittings that can generate vibration. Worn bearings on the rotary table or drive shaft should be replaced promptly to prevent further mechanical damage.
6. Dirty Molds and Poor Part Quality
Contaminated mold surfaces or the use of low-quality mold release agents frequently cause surface defects, sticking, and dimensional inconsistency in finished bottles. Operators should clean mold cavities thoroughly at scheduled intervals using approved solvents and apply high-quality mold release products formulated specifically for blow molding applications. Regular polishing of the mold cavity surface maintains the smooth finish required for pharmaceutical and cosmetic bottle production.

Safety and Maintenance
Daily Care
Walk-Around Inspection and Cleaning
Operators should begin each shift with a thorough walk-around inspection, looking for visible faults, oil drips, water leaks, or loose hardware. Use a standardized checklist to verify all critical points on the production equipment. Clean the barrel by purging leftover plastic resin to prevent contamination when switching materials. Remove debris from the machine table and ensure the oil return port remains unobstructed.
Lubrication and Moisture Control
Drain water from the hydraulic oil cooler and mold cooler using compressed air to prevent rust formation in cooling passages. Lubricate all moving parts including hinges, toggle linkages, and drive shafts according to the manufacturer's lubrication schedule. Check bypass and oil suction filter pressure gauges and clean or replace filter cartridges as needed. Proper lubrication extends the service life of mechanical components and reduces unexpected downtime.
Electrical and Cooling System Checks
Clean the motor cooling fan and electrical control cabinet regularly to avoid overheating. Place mothballs inside the electrical box to deter rodents that can damage wiring. Monitor barrel zone temperatures throughout the shift and compare readings against the set points. Verify that the cooling water flow rate meets the specified 4 m³/h requirement and that cooling water pressure remains within the 0.3 to 0.4 MPa operating range.
Safety Verification
Perform daily safety checks including verification of all emergency stop buttons, inspection of safety shields and guards, and confirmation that electrical cabinet covers are securely latched. Operators must never reach into the mold clamping area or hopper while the equipment is running. Regular safety verification helps prevent workplace accidents and ensures compliance with occupational health and safety regulations.
Long-Term Maintenance
Hydraulic System and Oil Analysis
Check hydraulic oil levels weekly and submit oil samples for laboratory analysis every four months to detect contamination, oxidation, or metal particles that indicate wear. Inspect hydraulic assemblies including pumps, valves, and hoses for leaks and unusual noises. Replace hydraulic seals and hose assemblies on a preventive schedule before failures occur. Maintaining clean, properly conditioned hydraulic fluid is essential for consistent clamping force.
Screw, Barrel, and Heater Inspection
Annually, remove the screw assembly to inspect the shank, flights, and barrel inner diameter for wear patterns. Check heater bands with a temperature probe to identify damaged heating elements or broken wiring. The heat exchanger should receive a mild acid wash and coil inspection once per year to prevent scale buildup that can cause overheating and reduced plasticizing efficiency in the injection system.
Platen, Tiebar, and Mechanical Components
Inspect platen surfaces for damage between mold changes and stone platens smooth if necessary. Check platen holes for thread damage and re-tap as needed. Verify tiebar alignment, bushing wear, and lubrication system function at scheduled intervals. Keep the electrical cabinet clean and free of oil or debris, and check fan assemblies and terminal tightness. Address any electrical damage immediately to prevent cascading failures.
Scheduled Maintenance Benefits
Following a structured maintenance schedule reduces unplanned downtime and supports optimal performance of the production equipment. Key ongoing steps include: preparing and loading quality raw materials, setting precise temperature and air pressure parameters, monitoring the molding process closely, allowing proper cooling and smooth ejection, and troubleshooting defects promptly. Safety awareness, regular maintenance, and careful monitoring help prevent common issues like warpage or short shots.

Why Choose CMN's Injection Blow Molding Machines?
CMN Transmission is primarily engaged in the research and development, production, sales, and international trade of automatic one-step injection-blow molding machines and supporting injection-blow mold systems. Our product portfolio spans injection-blow, extrusion-blow, and stretch-blow machine categories, and a comprehensive range of auxiliary equipment. Located in a region with excellent logistics infrastructure and convenient transportation access, CMN Transmission serves customers across more than 30 countries with reliable supply chain management and responsive export support.
Our company maintains an outstanding research and development team composed of experienced engineering and technical professionals who specialize in injection-blow machinery design and injection-blow mold engineering. With deep theoretical foundations and extensive practical field experience, our engineers provide customers with detailed and attentive service throughout every phase of cooperation. From initial product feasibility analysis during pre-sale consultation, through on-site installation and commissioning support during the sale phase, to long-term technical assistance and spare parts supply in the after-sale period, CMN Transmission delivers end-to-end project support that helps manufacturers achieve peak production performance.
Our machine applications cover pharmaceutical packaging, food packaging, health care product packaging, cosmetic packaging, and diverse industrial plastic packaging sectors. The production capability spans containers from 1 ml to 1,000 ml using materials including HDPE, LDPE, PP, PS, high-transparent PS, ABS, eco-friendly corn-based bioplastics, EVA, and PCTG. Whether you need a standard configuration or a fully customized production solution, our engineering team designs, builds, and delivers turnkey solutions optimized for your specific product requirements and regulatory environment.
CMN Transmission adheres to the enterprise development principles of self-reliance, integrity, pragmatism, innovation, and responsibility. We are committed to building one-stop turnkey projects that produce premium injection-blow products with first-class quality and complete customer satisfaction. When you choose CMN as your trusted production equipment partner, you gain a manufacturing partner dedicated to optimizing your production efficiency, reducing your operating costs, and supporting your business growth in competitive global markets.

SSS
Q: What bottle sizes can the ZQ80 injection blow molding machine produce?
A: The ZQ80 is capable of producing bottles ranging from 1 ml to approximately 2,000 ml in suitable bottle height. The maximum bottle diameter is 120 mm, and the maximum bottle height per cycle is 220 mm. Mold cavitation varies by volume: 20 cavities for 10 ml bottles, 18 for 30 ml, 14 for 60 ml, 12 for 100 ml, 8 for 250 ml, 5 to 6 for 500 ml, and 3 to 4 for 1,000 ml containers.
Q: What is the daily production capacity of the ZQ80 IBM machine?
A: The ZQ80 achieves a cycle time of 8.2 seconds for 30 ml bottles, translating to approximately 105,000 bottles per standard shift with a maximum daily output reaching 115,000 bottles. Actual throughput varies depending on bottle size, resin type, and the number of mold cavities configured. Larger bottles with fewer cavities will have lower daily output, while smaller bottles with higher cavitation yield greater volume.
Q: How much energy does this all-electric machine consume?
A: The ZQ80 consumes approximately 12 kWh per hour when producing 30 ml bottles, representing a 30% reduction compared to traditional hydraulic-driven models. The total installed power is 55 KW, but operating power usage typically runs between 52% and 70% of the rated capacity. The servo-driven system and pressurized clamping structure both contribute to the energy reduction by eliminating idle power draw during the mold opening and closing phases.
Q: What plastics can be processed on a plastic like the ZQ80?
A: The ZQ80 processes a broad range of thermoplastic resins including HDPE, LDPE, PP, PS (including high-transparent PS and lactic acid bacteria grades), ABS, PCTG, EVA, and environmentally friendly corn-based bioplastics. This versatility makes the machine suitable for pharmaceutical, cosmetic, food-grade, industrial chemical, and agricultural packaging applications. The 4+N barrel heating zones and adjustable screw speed allow precise temperature and flow control for each resin type.
Q: Is the ZQ80 suitable for pharmaceutical bottle production requiring GMP compliance?
A: Yes. The ZQ80 features a bottom-up mechanical design that keeps all lubricating oil completely away from the mold area, satisfying GMP hygiene standards for pharmaceutical and food-grade plastic bottle packaging. The oil-free servo drive system eliminates the risk of hydraulic oil contamination. The injection-formed neck and thread provide 100% seal integrity with zero burrs, meeting the strict quality requirements for medicine bottles, supplement containers, and health care product packaging.
Q: Can I integrate the ZQ80 with automatic packaging and inspection equipment?
A: Yes. The conveyor rear of the ZQ80 is designed for seamless integration with downstream automation equipment. Compatible systems include visual inspection cameras for detecting foreign particles, insufficient material at the bottle mouth, and uneven bottoms. Side-leak testers, inline labeling machines, and automatic packaging systems can be connected to enable fully unattended operation, reducing labor requirements and improving overall production efficiency.
Q: What is the difference between a scrap edge injection blow molding machine and the ZQ80?
A: A scrap edge injection blow molding machine typically produces bottles with flash or trim waste at the parting line, which requires secondary trimming operations. The ZQ80 uses a one-step injection-blow process where the neck is injection-molded with precision and the body is blown directly, eliminating flash, burrs, and scrap material at both the mouth and bottom of the bottle. This zero-waste approach reduces material costs and removes the need for deflashing equipment.
Q: What are the installation space requirements for the ZQ80 injection blow molding machine?
A: The ZQ80 has overall dimensions of 4.5 m (L) x 1.6 m (W) x 2.0 m (H) and a net weight of 10 tons. The facility should provide adequate clearance around the machine for operator access, mold changes, and conveyor routing. Additionally, the installation site needs a compressed air supply capable of 0.8 m³/min at 0.8 to 1.2 MPa, cooling water flow of 4 m³/h at 0.3 to 0.4 MPa, and a stable electrical supply capable of supporting the 55 KW total power requirement.
Q: How can I get a quote for the machine pricing?
A: To receive a detailed quotation for the ZQ80 or any other model in our product range, visit our Contact Us page or use the Request A Quote form on the product page. Please include your target bottle specifications (volume, material, daily output), and our engineering team will provide a complete proposal including machine pricing, mold tooling costs, shipping estimate, and installation support options tailored to your production requirements.
Q: Does CMN offer customized machine configurations?
A: Yes. As an experienced injection blow molding machine manufacturer, CMN Transmission offers customized configurations to match specific production needs. Customization options include special mold designs for unique bottle shapes, integrated downstream automation packages, voltage and frequency adaptation for different regional power standards, and tailored screw and barrel configurations for specialty resins. Contact our engineering team to discuss your customization requirements and receive a solution designed specifically for your production line.

Müşteri Yorumları
Park Joon-ho, Plant Manager, South Korea
"We installed the ZQ80 machine on our pharmaceutical line about eight months ago, and it has been running practically nonstop since day one. The 800 KN clamping force handles our 60 ml medicine bottles without any flash issues at all. What really surprised us was the energy savings. Our previous machine was pulling close to 20 kWh per hour, and this one averages around 12 kWh for the same bottle size. The CMN team helped us configure the barrel temperature zones remotely during the first week, which saved us a lot of trial and error. Very satisfied with this purchase."
Rajesh Mehta, Production Director, India
"Our factory runs a mix of HDPE and PP bottles for cosmetic packaging, ranging from 30 ml to 250 ml. The ZQ80 handles material changeovers faster than I expected, and the mold swap process is straightforward. We are getting about 100,000 bottles per day on the 30 ml line, which is right in line with what CMN quoted us. The servo motor system is significantly quieter than our older hydraulic unit, and my operators appreciate the reduced noise level during their shifts. Delivery to Mumbai took about five weeks door to door, including customs clearance assistance from their logistics team."
Ahmet Yilmaz, Technical Manager, Turkey
"We evaluated three different equipment manufacturers before choosing CMN Transmission for our new bottling line. The ZQ80 European model won on specification and price. The adjustable clamping force between 40 and 80 tons is a real advantage when we switch between our thin-walled cosmetic containers and our thicker chemical bottles. There was a minor delay in receiving spare heater bands, but the machine itself has been very reliable for the four months we have been running it. Technical support responds within a day when we have questions."
Dmitry Volkov, Chief Engineer, Russia
"The ZQ80 has been working on our production floor for almost a year now, and we are very pleased with its performance on 100 ml pharmaceutical bottles. The bottom-up design that keeps oil away from the mold area was a key deciding factor for us, since our facility must comply with strict GMP regulations. The hot runner system distributes material evenly across all 12 cavities, and we see less than 0.5 gram weight deviation between bottles. CMN provided very detailed installation drawings and a Russian-language operation manual, which our technicians found extremely helpful."
Thabo Nkosi, Operations Manager, South Africa
"We purchased the ZQ80 for our new personal care product line in Johannesburg, and CMN arranged the complete shipping including port clearance documentation. The machine arrived in good condition with all accessories properly packed. Our team had it running within three days with remote guidance from their engineers. We currently produce 500 ml shampoo bottles in HDPE at about 5 cavities per cycle, and the wall thickness consistency is noticeably better than what we were getting from our previous equipment. The pricing was very competitive for this quality level."
Carlos Eduardo Silva, Factory Owner, Brazil
"Our factory in Sao Paulo has been running IBM machines from several brands over the years, and the ZQ80 European model is easily the best we have owned in terms of energy efficiency. We measured actual power consumption at around 12.5 kWh per hour on our 30 ml eye dropper bottle line, which is saving us a significant amount on our monthly electricity bill. The 55 mm screw does a great job plasticizing LDPE for our squeeze bottles. CMN also helped us integrate a visual inspection camera system on the conveyor output, which catches defects before packaging."
James Mitchell, VP Manufacturing, United States
"We have been using the ZQ80 for about five months on our 250 ml pesticide bottle production line. The 800 KN injection clamping force provides plenty of pressure for HDPE, and the bottles come out with very clean neck threads and no burrs at all. Setup was handled by two CMN engineers who flew in for the installation, and they trained our team on daily maintenance procedures and basic troubleshooting. My only minor complaint is that the English in the user manual could be clearer in a few sections, but the machine performance speaks for itself."
Maria Gonzalez, Production Supervisor, Mexico
"We needed a reliable IBM machine supplier for our contract packaging business in Monterrey. After comparing several options, we chose the ZQ80 because it handles the widest range of bottle sizes from 10 ml to 1,000 ml. In the first three months, we have already run production batches for four different customers including pharmaceutical tablets, vitamin supplements, cooking oil, and hand sanitizer bottles. The quick mold changeover system lets us switch products in under 90 minutes, which keeps our schedule flexible. Great value for the investment."
Nguyen Van Thanh, General Manager, Vietnam
"I am running the ZQ80 on a line producing PP lactic acid bacteria bottles, and the high-transparent PS option also works perfectly for our probiotic drink packaging. The machine dimensions at 4.5 x 1.6 x 2 meters fit well in our facility, and the 10-ton weight keeps it stable even at high production speeds. CMN Transmission offered very reasonable pricing for the complete package including molds, spare parts kit, and one-year warranty. Their after-sales team responds on WhatsApp even on weekends, which has been very convenient when we had questions during our night shift ramp-up."
Ek bilgi
| Düzenleyen | Yjx |
|---|