
スチール製ストレートベベルギア、減速比2.5:1、ストレート歯システム
鋼製ストレートベベルギア(減速比2.5:1、ストレート歯システム)とは、交差するシャフト間(通常は90度の角度で交差)に回転運動とトルクを伝達するために使用される機械式ギア機構のことです。鋼製であるため、軟質材料製のギアに比べて優れた耐久性、耐摩耗性、そして高い負荷への対応能力を備えています。これらの鋼製ベベルギアは、精密かつ信頼性の高い角度運動伝達が求められる産業機械、自動車の差動装置、動力伝達システムなどで広く使用されています。
鋼製ストレートベベルギア(ギア比2.5:1)は、交差するシャフト間(通常は90度の角度で交差)で回転運動とトルクを伝達するために使用される機械式ギア機構です。これらのギアはギア比が2.5:1であり、これは、大きい方のギア(従動ギア)が小さい方のギア(駆動ギア)の2.5回転ごとに1回転することを意味します。このギア比は、トルクを増加させながら速度を適度に減速する必要がある用途に最適です。
「ストレートベベルギア」とは、歯が円錐面に沿ってまっすぐに切削されているギアのことで、歯が湾曲しているスパイラルベベルギアとは異なります。ストレートベベルギアは、設計がシンプルでコスト効率が高く、低速・中負荷用途に適しています。鋼鉄製であるため、軟質材料製のギアに比べて優れた耐久性、耐摩耗性、高負荷への対応能力を備えています。これらのギアは、精密かつ信頼性の高い角度運動伝達が求められる産業機械、自動車の差動装置、動力伝達システムなどで広く使用されています。
スチール製ストレートベベルギア、ギア比2.5:1
| 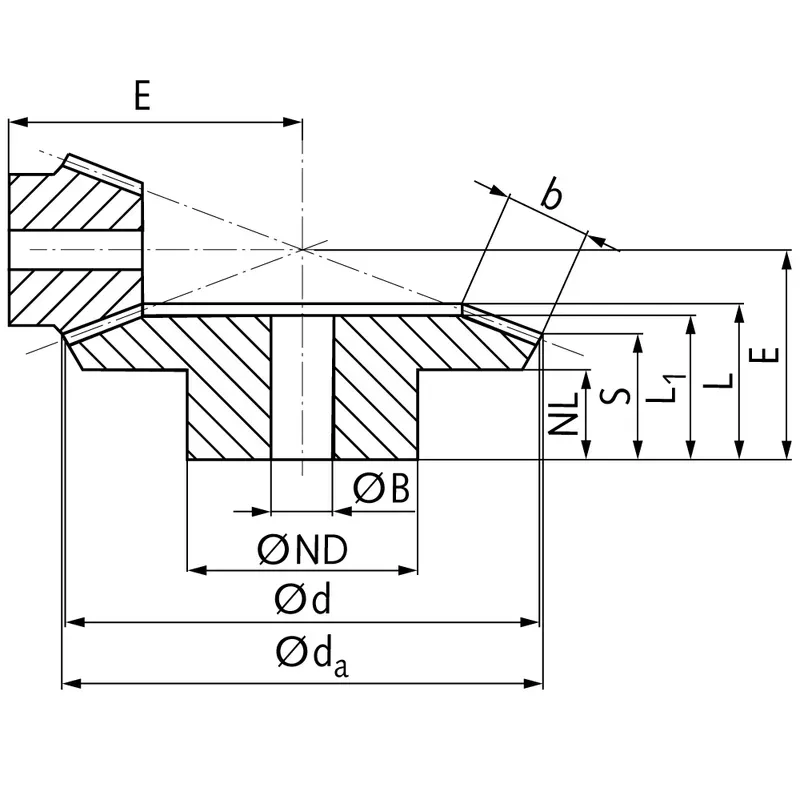 |
| モジュール | 番号 歯の | d1つの | d | ND | オランダ | L1 | L | S | b | BH7 | E | トルク* | 重さ |
| んん | んん | んん | んん | んん | んん | んん | んん | んん | んん | Ncm | グラム | ||
| 0,5 | 20 | 11,3 | 10 | 8 | 4,0 | 7 | 7,6 | 4,9 | 3 | 4 | 17,1 | 0,018 | 3 |
| 0,5 | 50 | 25,2 | 25 | 14 | 5,0 | 7 | 7,8 | 6,8 | 3 | 4 | 11,5 | 0,045 | 10 |
| 1 | 16 | 18,6 | 16 | 13 | 7,4 | 13 | 14,4 | 8,5 | 6,5 | 5 | 28 | 0,090 | 13 |
| 1 | 40 | 40,5 | 40 | 25 | 9,0 | 13 | 14,8 | 12,6 | 6,5 | 8 | 20 | 0,225 | 65 |
| 1,5 | 16 | 27,9 | 24 | 18 | 8,8 | 18 | 19,5 | 10,8 | 9,7 | 8 | 40 | 0,32 | 36 |
| 1,5 | 40 | 60,7 | 60 | 40 | 10,0 | 17 | 20,1 | 16,9 | 9,7 | 15 | 28 | 0,80 | 220 |
| 1,5 | 18 | 30,9 | 27 | 20 | 10,8 | 21 | 22,9 | 13,0 | 10,9 | 8 | 46 | 0,47 | 54 |
| 1,5 | 45 | 68,2 | 67,5 | 50 | 12,0 | 20 | 24,1 | 20,4 | 10,9 | 15 | 33 | 1,18 | 370 |
| 2 | 16 | 35,9 | 32 | 20 | 9,0 | 25 | 26,4 | 12,7 | 15 | 10 | 52 | 0,84 | 76 |
| 2 | 40 | 81,5 | 80 | 50 | 15,0 | 29 | 32,7 | 27,9 | 15 | 20 | 42 | 2,10 | 650 |
| 2 | 18 | 39,8 | 36 | 30 | 11,8 | 26 | 27,4 | 13,8 | 15 | 10 | 58 | 1,18 | 133 |
| 2 | 45 | 91,5 | 90 | 60 | 18,0 | 30 | 33,8 | 28,9 | 15 | 25 | 45 | 2,95 | 830 |
| 2,5 | 16 | 44,8 | 40 | 30 | 13,0 | 32 | 34,1 | 15,9 | 20 | 10 | 65 | 5,0 | 180 |
| 2,5 | 40 | 101,9 | 100 | 60 | 15,0 | 29 | 33,8 | 27,4 | 20 | 25 | 45 | 12,5 | 1000 |
| 2,5 | 18 | 49,8 | 45 | 30 | 15,75 | 36 | 37,9 | 19,7 | 20 | 10 | 75 | 7,1 | 240 |
| 2,5 | 45 | 114,4 | 112,5 | 70 | 15,0 | 28 | 33,4 | 26,9 | 20 | 25 | 47 | 17,8 | 1200 |
| 3 | 16 | 53,8 | 48 | 40 | 13,6 | 37 | 38,8 | 16,1 | 25 | 15 | 75 | 9,0 | 310 |
| 3 | 40 | 122,3 | 120 | 60 | 16,0 | 32 | 36,8 | 28,9 | 25 | 25 | 50 | 22,5 | 1400 |
| 3 | 18 | 59,8 | 54 | 40 | 11,7 | 36 | 38,4 | 15,7 | 25 | 15 | 82 | 12,8 | 380 |
| 3 | 45 | 137,3 | 135 | 70 | 18,0 | 34 | 39,0 | 30,9 | 25 | 30 | 55 | 32,0 | 1900 |
| 4 | 16 | 71,8 | 64 | 50 | 12,0 | 41 | 43,8 | 16,5 | 30 | 20 | 95 | 20,9 | 600 |
| 4 | 40 | 163,1 | 160 | 80 | 20,0 | 40 | 46,4 | 36,9 | 30 | 30 | 65 | 52,3 | 3400 |
| 4 | 18 | 79,7 | 72 | 50 | 13,8 | 44 | 46,8 | 19,5 | 30 | 20 | 108 | 29,3 | 800 |
| 4 | 45 | 183,0 | 180 | 90 | 20,0 | 43 | 49,6 | 39,9 | 30 | 30 | 72 | 73,3 | 4900 |
| 5 | 18 | 99,6 | 90 | 60 | 16,5 | 57 | 60,8 | 24,4 | 40 | 25 | 135 | 61,0 | 1560 |
| 5 | 45 | 228,8 | 225 | 100 | 20,0 | 50 | 57,8 | 44,8 | 40 | 40 | 85 | 152,5 | 9080 |
スチール製ストレートベベルギアの設計上の特徴
- ストレート歯構成
鋼製のストレートベベルギアは、ギアの円錐面に沿ってまっすぐに切削された歯を備えています。この設計により、交差するシャフト間で動力を伝達する際に、歯同士がスムーズに噛み合うことができます。歯の構造がシンプルなため、これらのギアは製造とメンテナンスが容易です。 - 円錐形の歯車形状
円錐形のギアは、平行でないシャフト間(通常は90度で交差)に効率的に運動を伝達する手段を提供する。この設計により回転軸の正確な位置合わせが保証され、角度運動の伝達を必要とする幅広い用途に適している。 - 材料の強度と耐久性
高品質の鋼材で製造されたこれらの鋼製ベベルギアは、優れた耐久性と耐摩耗性を備えています。鋼材の高い引張強度により、これらのギアは重荷重にも耐え、過酷な条件下でも確実に動作するため、産業用途や機械用途に最適です。 - 高トルク伝達能力
直線ベベルギアの堅牢な設計により、高トルクを効率的に伝達できます。この特長は、自動車のディファレンシャルギアや重機の動力システムなど、大きな力を伝達する必要がある用途において特に有効です。 - ギア比をカスタマイズ可能
鋼製ストレートベベルギアは、特定のエンジニアリング要件を満たすために、2.5:1などの様々なギア比で設計できます。ギア比をカスタマイズできることで、さまざまな運転ニーズに応じて、減速またはトルク増幅において最適な性能を発揮できます。 - 費用対効果の高い製造
ストレートベベルギアはシンプルな設計のため、スパイラルベベルギアのような複雑なギアに比べて製造工程が簡素化されます。このシンプルさによって生産コストが削減されるため、鋼鉄製のストレートベベルギアは、信頼性と効率性に優れた動力伝達を必要とする産業にとって経済的なソリューションとなります。

ストレートベベルギアの製造プロセス
- 材料の選定と準備
製造工程は、強度、耐久性、耐摩耗性に優れた高品質の鋼材を選定することから始まります。次に、鋼材を必要なサイズと形状に切断し、ギア設計の仕様に適合させます。 - ギアブランクの鍛造または鋳造
鋼材は鍛造または鋳造によってギアブランク(ギアの粗い初期形状)に成形される。この工程により、その後の機械加工工程の強固な基盤が構築され、ギアが高負荷に耐えられることが保証される。 - ギアブランクの精密機械加工
歯車ブランクは、所望の寸法と公差を実現するために精密機械加工を受けます。この工程では通常、旋削加工とフライス加工が行われ、歯やその他の形状を追加するための準備が行われます。 - 歯車の歯を切る
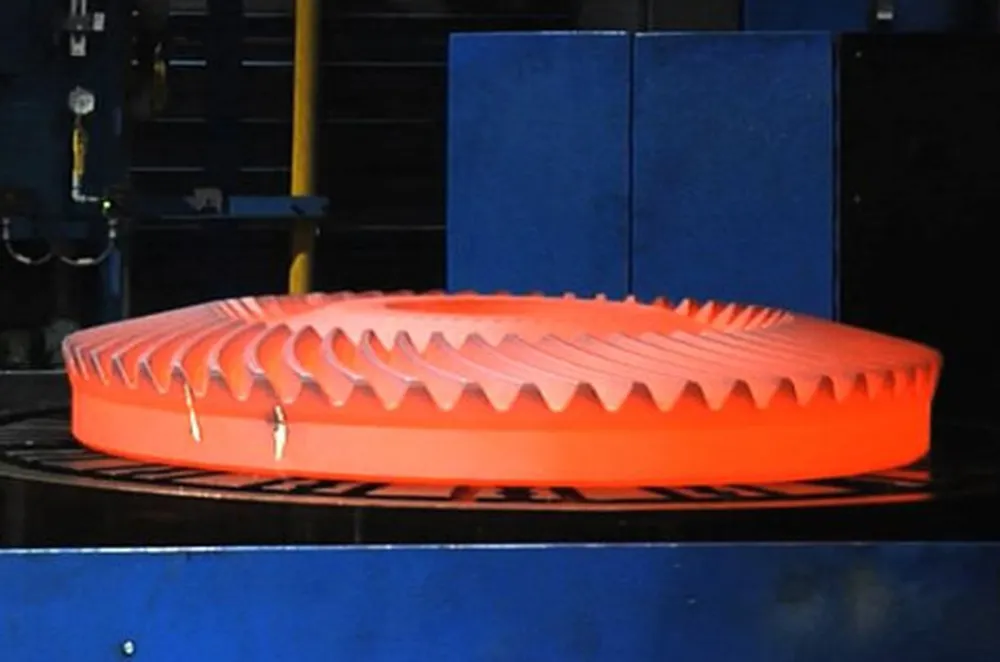
歯車ブランクの円錐面に、ベベルギアジェネレーターやフライス盤などの専用機械を用いて歯を切削加工する。直線状の歯形は、正確な噛み合いと効率的な動力伝達を確保するために、慎重に成形される。 - 強度向上のための熱処理
この歯車は、硬度と強度を高めるために、浸炭、焼入れ、焼き戻しなどの熱処理工程を経て製造されます。これらの工程により、歯車の耐摩耗性と耐久性が向上し、重負荷用途に適したものとなります。 - 歯車の歯の研削と仕上げ
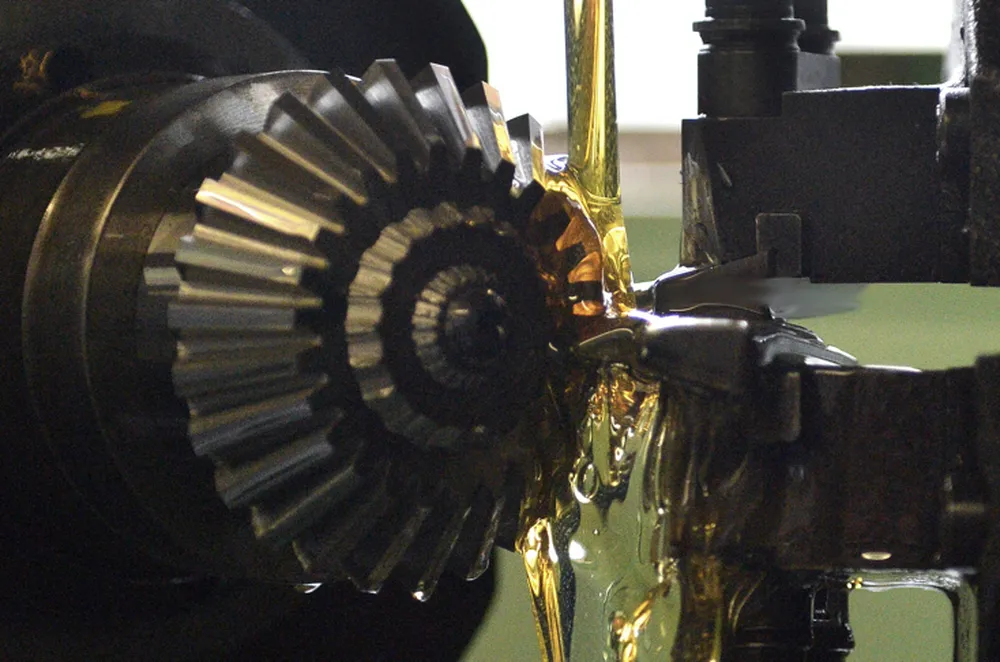
熱処理後、歯車の歯は研磨・仕上げ加工され、滑らかな表面と精密な寸法を実現します。この工程により、運転中の摩擦が最小限に抑えられ、歯車の全体的な効率と寿命が向上します。 - 品質検査および試験
製造されたギアは、厳格な品質検査と試験を受けます。これには、寸法精度、歯の整列、材料の健全性の確認が含まれ、ギアがすべての性能および安全基準を満たしていることを確認します。 - 表面処理およびコーティング
耐久性と耐腐食性をさらに向上させるため、ギアにはリン酸塩処理、黒色酸化皮膜処理、窒化処理などの表面処理が施される場合があります。これらの処理により、ギアは環境要因から保護され、耐用年数が延長されます。 - 組み立てと最終的な取り付け
完成したギアは、適切な位置合わせと機能を確保するために、対応する部品と組み立てられます。この工程には、実際の使用環境下でギアがスムーズに動作し、信頼性の高い動力伝達が可能であることを確認するためのテストが含まれます。
 |  |  |
 |  |  |
スチール製ストレートベベルギアのメンテナンス
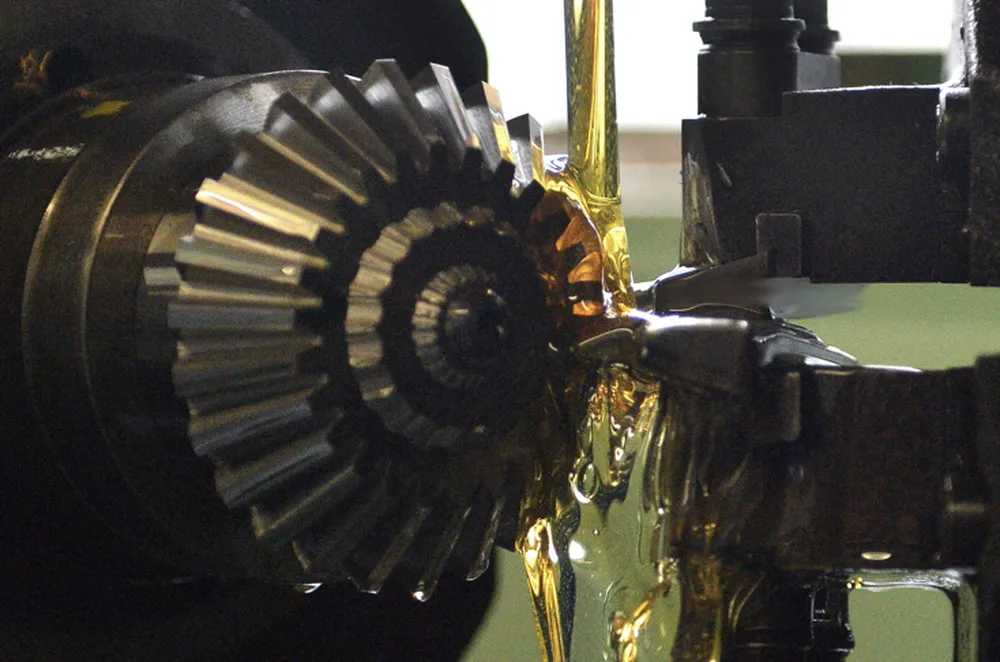
- 定期的な潤滑
適切な潤滑は、歯車間の摩擦を低減し、摩耗を最小限に抑えるために不可欠です。運転条件に適した高品質の潤滑剤を使用し、常に均一に塗布してください。最適な性能を維持し、過熱や早期故障を防ぐために、潤滑剤を定期的に点検し、必要に応じて補充してください。 - 摩耗と損傷の点検
歯車の歯に摩耗、亀裂、または腐食の兆候がないか、定期的に点検してください。異常が見つかった場合は、さらなる損傷を防ぎ、確実な動作を確保するために、直ちに対処する必要があります。拡大鏡を使用すると、微細な損傷を早期に発見するのに役立ちます。 - アライメントチェックと調整
運転中はベベルギアが正しく位置合わせされていることを確認してください。これにより、歯の偏摩耗や過度のストレスを防ぐことができます。位置ずれは、騒音、振動、効率低下の原因となります。定期的に位置合わせを確認し、必要な調整を行って、スムーズな動力伝達を維持してください。 - ゴミを取り除くための清掃
運転中に蓄積する可能性のある破片、ほこり、その他の汚染物質を取り除くため、ギアを定期的に清掃してください。これらの粒子は摩耗を引き起こし、摩耗を加速させる可能性があります。鋼材を腐食させたり損傷させたりしない適切な洗浄液を使用してください。 - 運転状況の監視
負荷、温度、振動レベルなどの運転条件を監視してください。過負荷や極端な温度は、ギア材料を劣化させ、性能に影響を与える可能性があります。安全な範囲内で運転するための対策を実施し、センサーを使用して重要な条件をリアルタイムで監視してください。 - 迅速な修理と部品交換
軽微な問題は、重大な故障に発展するのを防ぐため、速やかに対処してください。必要に応じて、歯車、ベアリング、シールなどの摩耗または損傷した部品を交換してください。タイムリーな修理と交換により、ギアの効率を維持し、耐用年数を延ばすことができます。
追加情報
| 編集者 | Yjx |
|---|























