
亜鉛ダイカストベベルギア比1:1ストレート歯システム
亜鉛ダイカスト製のベベルギアは、1:1の減速比とストレート歯システムを備え、90度の角度で交差するシャフト間でトルクを伝達するために使用される機械部品です。ストレート歯設計は直線状の歯を特徴とし、低速・低負荷用途においてシンプルかつ効率的な動作を実現します。これらのベベルギアは、小型自動化装置や計測機器など、精密な動作伝達を必要とする機械によく使用されます。
1:1の比率とストレート歯システムを備えた亜鉛ダイカストベベルギアは、90度の角度で交差するシャフト間でトルクを伝達するために使用される機械部品です。亜鉛合金(一般的にZnAl4Cu1)で作られたこれらのギアは、鋼鉄や鉄製のギアに比べてコスト効率が高く軽量で、強度に優れていますが、材料特性上、連続運転には適さない場合があります。1:1の比率とは、両方のギアの歯数が同じであることを意味し、トルク増幅なしに同じ回転速度を保証します。ストレート歯設計は直線状の歯を備えており、低速・低負荷用途においてシンプルさと効率性を提供します。これらのギアは、小規模な自動化や計測機器など、精密な動作伝達を必要とする機械によく使用されます。
亜鉛ダイキャスト製ベベルギア、ギア比1:1
| 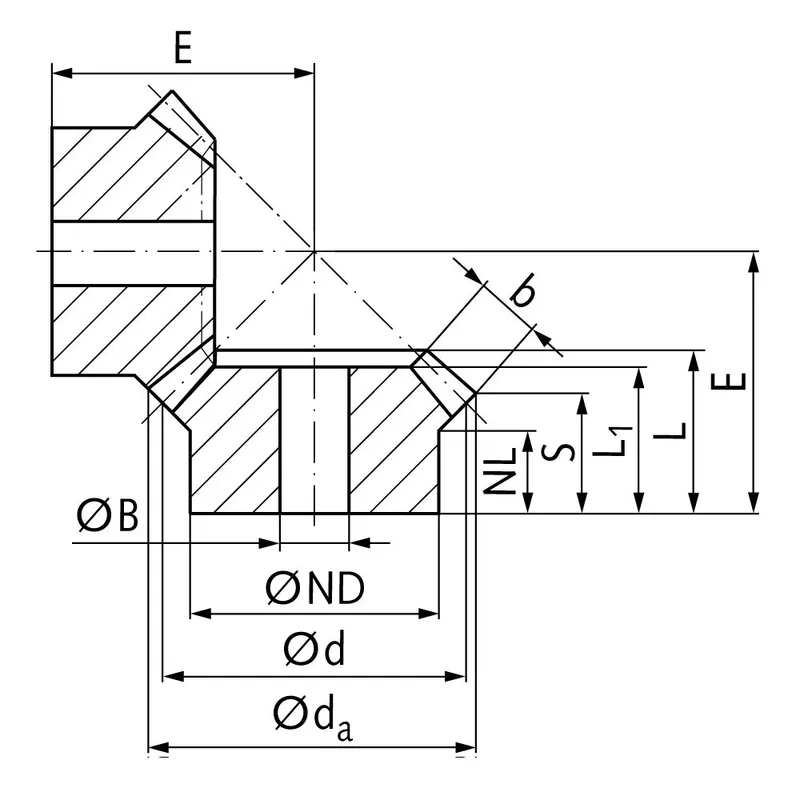 |
| モジュール | 番号 歯の | d1つの | d | ND | オランダ | L1 | L | S | b | BH9 | E | トルク* | 重さ |
| んん | んん | んん | んん | んん | んん | んん | んん | んん | んん | Ncm | グラム | ||
| 1 | 16 | 17,5 | 16 | 12 | 7,5 | 13,0 | 13,0 | 10,5 | 4,5 | 6 | 17,9 | 14 | 7 |
| 1,5 | 16 | 26,0 | 24 | 19 | 10,7 | 17,0 | 18,6 | 14,5 | 6,9 | 8 | 25,5 | 46 | 27 |
| 2 | 16 | 34,6 | 32 | 23 | 10 | 19,2 | 21,3 | 15,1 | 9,6 | 10 | 30,0 | 110 | 52 |
| 2,5 | 16 | 43,3 | 40 | 26 | 12 | 23,0 | 25,5 | 17,6 | 12,3 | 12 | 36,2 | 230 | 88 |
| 3 | 16 | 52,3 | 48 | 30 | 13 | 26,0 | 29,3 | 20,6 | 14,0 | 14 | 42,5 | 380 | 146 |
| 3,5 | 16 | 61,4 | 56 | 34 | 14 | 29,2 | 33,2 | 23,2 | 15,5 | 16 | 49,4 | 580 | 228 |
- 亜鉛ダイカスト製ベベルギアのトルク計算においては、歯底強度のみが考慮された。
- これらの歯車は材質の特性上、連続運転には限定的な範囲でしか適していません。
亜鉛ダイカスト製ベベルギアの製造工程
亜鉛ダイカスト製ベベルギアの製造は、精密な多段階プロセスを経て行われ、直線歯形状と交差軸用途向けの1:1のギア比を備えた、耐久性とコスト効率に優れた部品を製造するために最適化されています。
- 合金の準備製造工程は、強度、延性、鋳造性に優れた亜鉛合金(一般的にはZnAl4Cu1(ザマック5))の選定から始まります。原料となる亜鉛は、約420~450℃の炉で溶解され、均質な溶融合金が得られます。不純物は除去され、合金の組成が機械的要件を満たしているかどうかが検査されます。
- 金型設計および製造高精度鋼製金型(ダイ)は、歯の形状(直線歯や面取り角度など)を成形するために製作されます。これらの金型は、CADソフトウェアを使用して設計され、正確な歯形と90度の軸位置合わせを保証します。金型は研磨およびコーティングされ、耐久性を高め、部品の離型を容易にします。
- ダイカストプロセス溶融亜鉛合金は、ダイカストマシンを用いて高圧(最大20,000psi)で金型に注入されます。これにより、合金が複雑な歯の細部まで確実に充填されます。このプロセスは高速で、サイクルタイムは10~30秒と短いため、高い生産性を実現します。冷却は金型内で行われ、ギアは数秒で固化します。
- 排出とトリミング固化後、ギアは金型から取り出されます。余分な材料(バリ)は、自動トリミングまたは振動バリ取りによって除去され、正確な寸法が得られます。
- 後処理歯車は、耐食性を高めるために、研磨やメッキ(ニッケルや亜鉛のコーティングなど)といった表面処理が施されます。歯はより厳しい公差に対応するために機械加工される場合もありますが、亜鉛は鋳造性に優れているため、多くの場合、この必要性は最小限に抑えられます。
- 品質管理各ギアは、CMM(三次元測定機)や硬度計などのツールを使用して、寸法精度、歯形精度、表面欠陥について検査されます。ギアはトルク容量試験を受け、100℃までの低負荷・低速用途に適していることが確認されます。

亜鉛ダイキャストベベルギアの用途
- 自動車産業
亜鉛ダイカスト製のベベルギアは、トランスミッションシステム、ステアリング機構、ディファレンシャルドライブなど、自動車用途で広く使用されています。軽量設計、耐腐食性、高強度といった特長から、継続的な機械的ストレスや環境暴露に耐えるのに適しています。 - 産業機械
産業機械において、これらの歯車はコンベアベルト、ミキサー、ポンプなどの動力伝達に不可欠な部品です。精密な1対1の減速比と耐久性により、重負荷時でも効率的な動力伝達を実現し、高い動作信頼性を維持します。 - 家電製品
亜鉛ダイカスト製のベベルギアは、ミキサー、洗濯機、掃除機などの家電製品に広く使用されています。その滑らかな動作と耐摩耗性により、頻繁かつ集中的に使用される機器でも静かで長持ちする機能性を実現します。 - ロボット工学と自動化
これらのギアは、精密な動作制御が不可欠なロボット工学や自動化システムにおいて重要な役割を果たします。直角方向への動力伝達能力に加え、コンパクトなサイズと耐久性を兼ね備えているため、複雑なロボット動作においても効率的な性能を発揮します。 - 航空宇宙・防衛
航空宇宙および防衛分野では、亜鉛ダイカスト製のベベルギアが制御システムや航法機構に使用されています。軽量で過酷な環境にも耐えられるため、極限状態でも機能を維持するのに理想的です。 - 医療機器
画像診断装置や手術ロボットなどの医療機器は、精度と信頼性を確保するために亜鉛ダイカスト製のベベルギアに依存しています。耐腐食性と滅菌処理下での安定した性能により、医療用途における厳しい基準を満たしています。
 |  |
| 自動車産業向けベベルギア | ロボット産業向けベベルギア |
 |  |
| 航空宇宙産業向けベベルギア | 医療業界向けベベルギア |
ベベルギアとマイターギアの比較
マイターギアは、歯が90度の角度で交差するベベルギアの一種です。互いに垂直な2つのシャフト間で運動と動力を伝達するように設計されています。マイターギアは、産業機械、自動車システム、精密機器など、幅広い機械用途で一般的に使用されています。
マイターギアの歯は回転軸に対して45度の角度で切削されており、スムーズかつ効率的に噛み合うことができます。この独自の歯の形状により、マイターギアは入力軸と出力軸間の速度比を一定に保ちながら、回転方向を変更することが可能です。
マイターギアの利点
コンパクト設計
マイターギアは、互いに垂直に配置されているため、他のタイプのギアに比べて、より省スペースな動力伝達システムを実現できます。
高効率
歯車の歯が精密に噛み合うことで、交差する軸間でスムーズかつ効率的な運動とトルクの伝達が保証されます。この高い効率性により、エネルギー消費量が削減され、システム全体の性能が向上します。
汎用性
マイターギアは非常に汎用性が高く、様々な産業分野の幅広い用途に使用できます。低速から高速まで、また軽荷重から中荷重までの伝達に適しています。
マイターギアの欠点
積載容量に制限があります
スパイラルベベルギアなどの他のタイプのベベルギアと比較すると、マイターギアは比較的耐荷重能力が限られています。歯面同士が点接触するため応力集中が大きくなり、重負荷時には早期摩耗やギア寿命の短縮につながる可能性があります。
反発
マイターギアはバックラッシュが発生しやすい。バックラッシュとは、噛み合うギアの歯間の隙間を指す。バックラッシュは、ギアシステムの位置決め誤差、振動、騒音の原因となる。
位置合わせ感度
交差するシャフト間のずれは、摩耗の増加、振動、およびギア寿命の短縮につながる可能性があります。

ベベルギアは、円錐形の歯を持つ機械式ギアの一種で、様々な角度で交差する軸間で動力を伝達することができます。90度の角度に制限されるマイターギアとは異なり、ベベルギアは軸の向きに関してより大きな柔軟性を提供します。これらのギアは、平行でない軸間で動力を伝達する必要がある幅広い機械や用途で広く使用されています。
ベベルギアには、ストレートベベルギア、スパイラルベベルギア、ハイポイドベベルギアなど、さまざまな形状のものがあります。
- ストレートベベルギアは、円錐面に対して歯がまっすぐに切られているのに対し、スパイラルベベルギアは、より滑らかで静かな動作を実現するために、歯が湾曲している。
- ハイポイドベベルギアは、スパイラルベベルギアの一種で、ピニオン軸をオフセットすることでトルク容量の増加と騒音の低減を実現しています。
ベベルギアの利点
多彩なシャフト角度
ベベルギアの主な利点の1つは、マイターギアのように90度に限定されることなく、さまざまな角度でシャフト間で動力を伝達できることです。
スムーズで静かな操作
スパイラルベベルギアとハイポイドベベルギアは、ストレートベベルギアに比べて、より滑らかで静かな動作を実現します。スパイラルベベルギアの湾曲した歯は、より緩やかな噛み合いを可能にし、振動と騒音を低減します。
高トルク容量
ベベルギア、特にハイポイドベベルギアは、高トルク負荷を伝達する能力に優れています。ハイポイドギアでは、ピニオン軸がオフセットされているため、歯の接触面積が大きくなり、耐荷重能力が向上します。
コンパクト設計
ベベルギアは、他のギア構成に比べてより小さなスペースで交差するシャフト間で動力を伝達できるため、コンパクトな設計を可能にします。
ベベルギアの欠点
複雑な製造
ベベルギア、特にスパイラルベベルギアやハイポイドベベルギアの製造工程は、他の種類のギアに比べて複雑でコストがかかる。
摩擦と発熱の増加
歯と歯が滑り合うため、ベベルギアは平歯車やヘリカルギアに比べて摩擦が大きくなります。
反発の可能性
ベベルギアにはバックラッシュが発生する場合があります。バックラッシュとは、噛み合うギアの歯の間に生じる隙間、つまり遊びのことです。バックラッシュは、特に精密な位置決めや低速運転が求められる用途において、位置精度の低下や摩耗の増加につながる可能性があります。
速度比が制限されている
ベベルギアは軸角度の自由度が高いという利点がある一方で、ウォームギアなどの他のギアタイプと比較すると、実現可能な速度比には限界がある。

マイターギアとベベルギアの主な違い
マイターギアとベベルギアはどちらも交差するシャフト間で動力を伝達するために使用されるが、設計、機能、機械的利点において明確な違いがある。
デザイン
マイターギアは、90度の角度で軸を駆動するように設計された特殊なタイプのベベルギアです。
一方、ベベルギアは0度から180度までの任意の角度に設計できるため、シャフトの位置決めにおいてより高い柔軟性が得られます。
機能的
マイターギアは、一般的に、動作方向や動力伝達方向を90度変更する必要がある用途で使用されます。手工具、自動車のデファレンシャル、産業機械などでよく見られます。
一方、ベベルギアはシャフト角度に関してより汎用性が高く、自動車の駆動系、航空機の制御システム、各種機械の動力伝達など、より幅広い用途で使用されています。
機械的利点
マイターギアは一般的に1:1のギア比を持つため、速度やトルクに関して機械的な利点は得られません。
しかし、ベベルギアは、用途の要件に応じて、減速やトルク増幅を可能にするために、異なるギア比で設計することができる。
負荷要件
マイターギアとベベルギアの耐荷重は、材質、表面硬度、歯形などの要因によって異なります。一般的に、ベベルギアは歯面全体に応力をより均等に分散できるため、マイターギアよりも高い荷重に耐えることができます。
スペースの制約
マイターギアはよりコンパクトで設置に必要なスペースも少ないため、限られたスペースでの用途に適しています。ベベルギアはシャフト角度の選択肢が広い反面、サイズが大きく角度も調整する必要があるため、より広いスペースが必要になる場合があります。

追加情報
| 編集者 | Yjx |
|---|
























