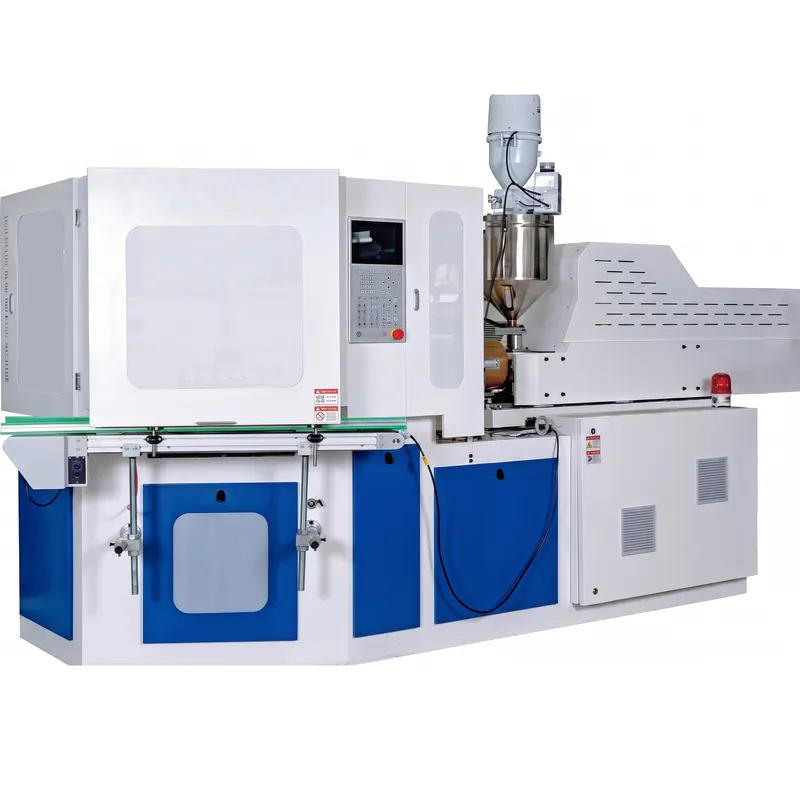
ZQ135 Injection Blow Molding Machine (European)
As a leading injection blow molding machine manufacturer, CMN Transmission proudly presents the ZQ135 Injection Blow Molding Machine, engineered with a full European-style structure that sets a new benchmark for structural stability and production efficiency. This advanced IBM machine delivers a clamping force that is 20% to 30% higher than industry averages, redefining precision in plastic molding for demanding applications. Standard servo rotation, combined with a streamlined mechanical structure, ensures efficient and convenient operation across a wide range of bottle sizes from 1ml to 1000ml.
ZQ135 Injection Blow Molding Machine (European)
As a leading injection blow molding machine manufacturer, CMN Transmission proudly presents the ZQ135 Injection Blow Molding Machine, engineered with a full European-style structure that sets a new benchmark for structural stability and production efficiency. This advanced IBM machine delivers a clamping force that is 20% to 30% higher than industry averages, redefining precision in plastic molding for demanding applications. Standard servo rotation, combined with a streamlined mechanical structure, ensures efficient and convenient operation across a wide range of bottle sizes from 1ml to 1000ml. The proprietary pressurized clamping structure, where the booster cylinder is not involved in opening or closing movements, reduces energy consumption by 10% to 20%, making the ZQ135 a cost-effective and environmentally responsible choice for high-quality production lines.
Designed to serve pharmaceutical packaging, cosmetic bottles, food-grade containers, beverage bottles, and chemical packaging industries, the ZQ135 plastic injection blow molding machine excels in producing precision hollow plastic products with zero flash waste. Whether you are manufacturing pharmaceutical pill bottles with strict sealing requirements, cosmetic containers with impeccable surface finish, or food-safe bottles demanding hygiene compliance, this machine provides the accuracy, speed, and reliability your production line needs. The ZQ135 is widely recognized as a competitive alternative to Aoki IBM equipment units, delivering comparable or superior performance at a more accessible price point. As one of the most trusted IBM machine suppliers in the industry, CMN Transmission provides complete turnkey solutions for global buyers seeking the best IBM solution for their operations.
Mold Cavitation (For Reference)
| Approx Volume | 10ml | 30ml | 60ml | 100ml | 250ml | 500ml | 1000ml |
| Max.cavitation | 30 | 26 | 22 | 18 | 14 | 10 | 8 |
Technische Spezifikationen
| Artikel | Unit | ZQ135 |
| Injection System | ||
| Screw Diameter | mm | 70 |
| Screw L/D | % | 22:1 |
| Injection weight | G | 650 |
| Heating power | KW | 30 |
| Number of barrel zone | 6+N | |
| Injection stroke | mm | 200 |
| Clamping System | ||
| Clamping force of injection | KN | 1350 |
| Opening stroke for injection | mm | 140 |
| C lamping force of blowing | KN | 200 |
| Opening stroke for blowing | mm | 140 |
| Lifing height of rotary ta ble | mm | 70 |
| Mould | ||
| Max.Platen size(LxW) | mm | 1300x500 |
| Mold thickness | mm | 280 |
| Dia.of bottle | mm | 120 |
| Botle height | mm | 220 |
| Suitable bottle height | mm | 1-2000 |
| Stripping stroke | mm | 280 |
| Hydraulic system | ||
| Hydraulic Pressure | Map | 14 |
| Motor power | KW | 37+37 |
| Dry cycle | S | 4 |
| Total Power | KW | 95 |
| Operating power | % | 52-70 |
| Andere | ||
| Min.Air pressure ofcompressed air | MPa | 0.7- 1.2 |
| compressed air capacity | M³/min | 0.7 |
| Water flowage | M³/h | 4 |
| Cooling water pressure | MPa | 0.3- 0.4 |
| Dimension(Lx W x H ) | M | 5.5x2x2.4 |
| Net weight | Ton | 18 |
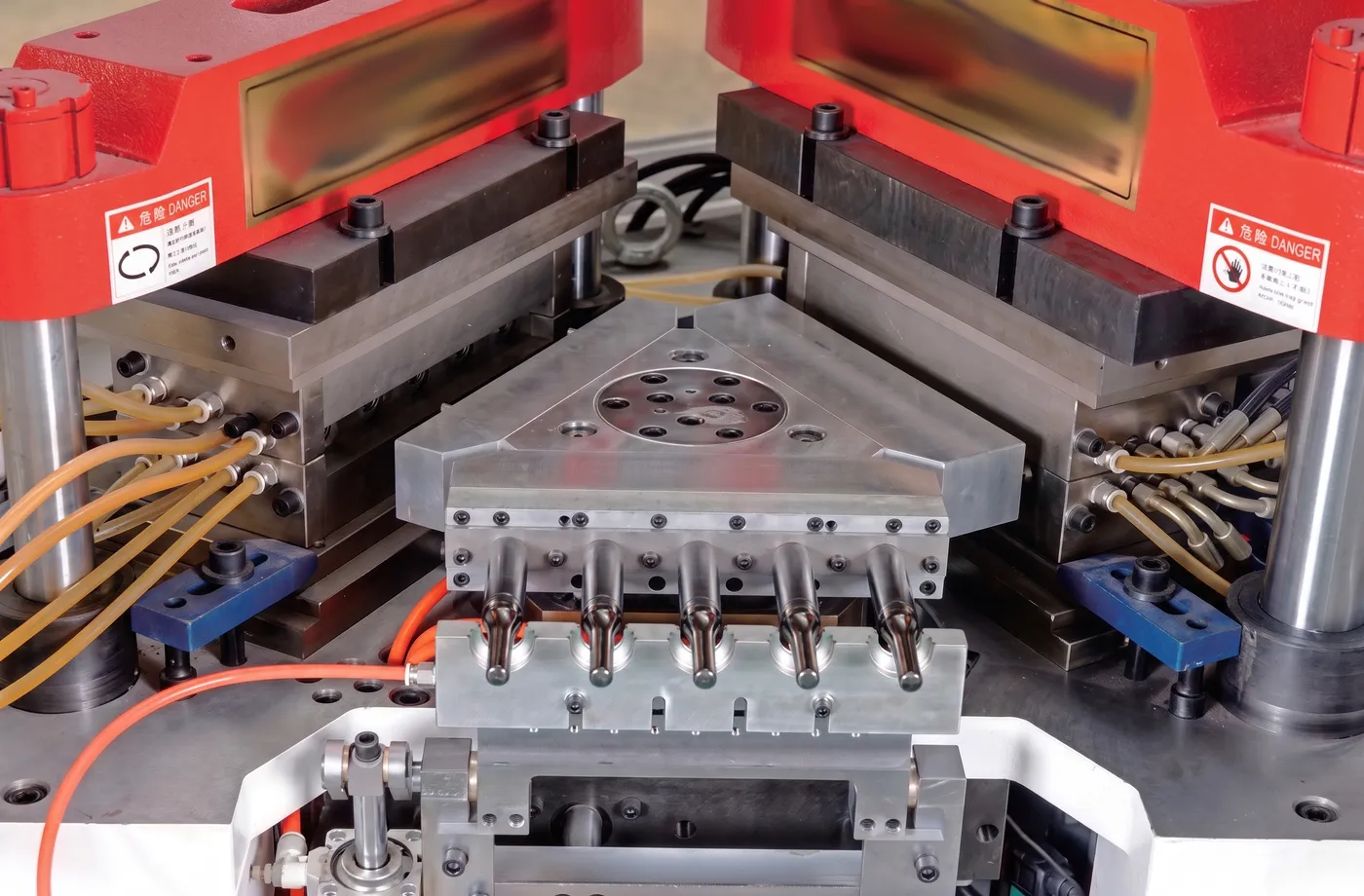
Injection Blow Molding Machine Components
1. Stock Preparation / Injection Device
The stock preparation and injection device is the primary plasticizing unit of the ZQ135. It consists of a precision 70mm screw with a 22:1 L/D ratio, multiple barrel heating zones, and an electric cylinder-driven injection unit. This system melts, homogenizes, and injects plastic resin into the mold cavity at controlled pressure and temperature.
2. Hot Runner System
The optimized hot runner system maintains consistent melt temperature as molten plastic flows from the injection unit to each mold cavity. This ensures uniform material distribution, minimizes gram weight deviation, and reduces material waste. The precision-controlled thermal management of the hot runner is critical for producing bottles with consistent quality and appearance.
3. Core Rod
Core rods serve as the internal mandrels around which the preform is injection molded. They feature a specially engineered structure with internal cooling channels that provide rapid and uniform core cooling during production. The core rod design directly influences cycle speed, preform concentricity, wall thickness uniformity, and the overall quality of the finished bottle product.
4. Bottle Preform
The bottle preform is the intermediate product formed at the injection station. It is a precisely shaped tube of plastic with a fully formed neck finish and thread. The preform wall thickness, weight, and temperature are carefully controlled before transfer to the blow station, where it will be inflated into the final bottle shape inside the blow mold cavity.
5. Injection Mold
The injection mold features activity-designed cavities and neck inserts with specially engineered oil channels that can be changed conveniently for different products. Constructed from imported S136 steel alloy or 4Cr13 stainless steel, the injection mold delivers exceptional durability and precision. The mold determines the preform shape, neck geometry, and thread dimensions with extreme accuracy.
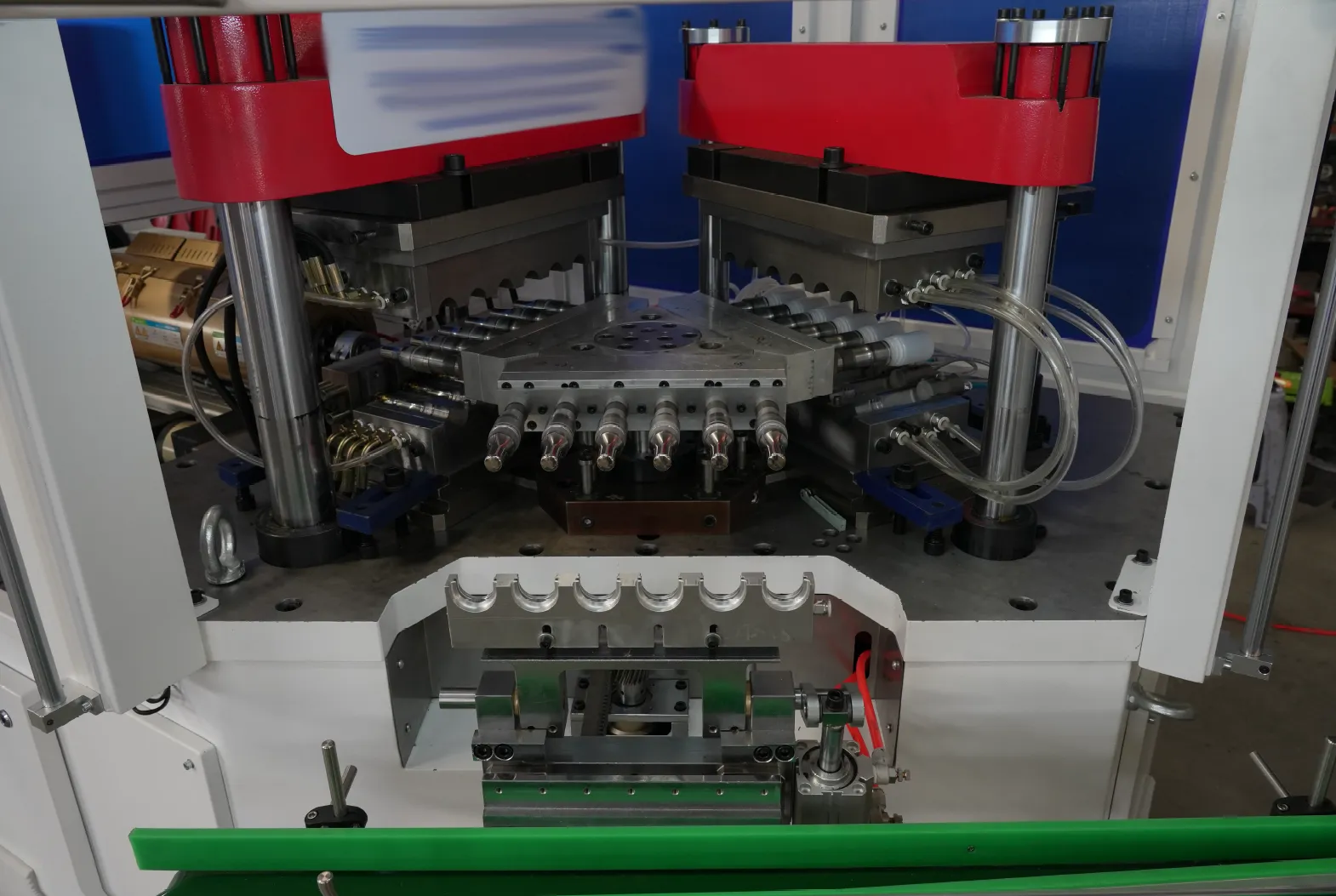
6. Injection Station
The injection station is the first of three rotary positions where the plastic melt is injected around the core rods to form accurate preforms. It integrates the injection mold, clamping mechanism, and heating system. The 1350KN clamping force of the injection system ensures stable mold closure and precise material filling during each injection cycle without flash or overflow.
7. Blow Station
The blow station is the second rotary position where compressed air (0.7 to 1.2 MPa) inflates the heated preform inside the blow mold to form the final bottle shape. Precise air pressure control ensures uniform wall thickness and accurate bottle contours. The cooling system within the blow mold solidifies the bottle before transfer to the stripping station for finished product ejection.
8. Blow Mold
The blow mold defines the final shape, size, and surface texture of the finished bottle. It features precision-machined cavity surfaces with integrated cooling channels for rapid and uniform bottle solidification. The 200KN blowing clamping force ensures the mold halves remain securely closed during the inflation process, producing bottles with consistent dimensions and flawless surface quality.
9. Stripping Station
The stripping station is the third and final rotary position where finished bottles are automatically ejected from the cooled core rods. The 280mm stripping stroke ensures clean and complete removal of bottles ranging from small vials to larger containers. Ejected bottles are transferred directly to the output conveyor for inspection, labeling, or packaging without any manual handling required.
Features of ZQ135 Injection Blow Molding Machine
1. Full Servo-Driven Operation
All operational movements of this machine are fully servo-driven, completely removing the need for hydraulic oil and significantly reducing environmental impact during production. The servo system integrates absolute encoders to deliver high precision and exceptional repeatability in every cycle. This all-electric architecture positions the ZQ135 as a leading machine in the servo-driven IBM category that meets modern sustainability requirements while maintaining the highest production accuracy standards.
2. 20% Faster Cycle Time
The ZQ135 achieves a 20% cycle time reduction compared to traditional IBM machines. For 30ml bottles, each cycle completes in just 8.2 seconds, yielding approximately 105,000 bottles per day with a maximum daily output of 115,000 bottles. This impressive throughput makes the ZQ135 ideal for high-volume production facilities that require consistent speed without compromising product quality, positioning it among the best-performing IBM systems for mass production.
3. 30% Energy Efficiency Gain
Energy efficiency is optimized by 30% over conventional hydraulic models. When producing 30ml bottles, the hourly electricity consumption is approximately 12 kWh, dramatically lowering operating costs over the machine lifecycle. The proprietary pressurized clamping structure ensures that the booster cylinder does not participate in mold opening or closing actions, further reducing power waste. This energy-saving design makes the ZQ135 a machine that pays for itself through reduced utility expenses.
4. Adjustable Clamping Force
A special clamping structure with adjustable force ranging from 40 to 80 tons caters to diverse product specifications and bottle sizes. This versatile range allows operators to fine-tune the clamping pressure based on the material type, bottle geometry, and wall thickness requirements. Whether processing small pharmaceutical vials or larger beverage containers, the machine adapts to each production scenario without the need for separate tooling adjustments, maximizing flexibility across product lines.
5. Hygienic Bottom-Up Design
The bottom-up design architecture effectively prevents lubricating oil contamination in the mold area, ensuring full compliance with stringent hygiene standards required for pharmaceutical and high-grade plastic bottle packaging. This design philosophy makes the ZQ135 IBM injection blow molding machine particularly suitable for GMP-regulated environments where product purity is non-negotiable. The clean production environment eliminates the risk of cross-contamination, ensuring every bottle meets the highest food-safety and pharmaceutical-grade packaging standards.
6. Full Automation Integration
The conveyor system can be seamlessly connected to visual inspection systems for detecting foreign particles, insufficient mouth material, and uneven bottoms. It also integrates with side-leak testers, labeling machines, and automatic packaging equipment, enabling fully automated unattended production around the clock. The electric cylinder-driven injection unit provides stable injection pressure and reduced maintenance costs compared to hydraulic alternatives. This comprehensive automation capability makes the ZQ135 a truly modern machine ready for Industry 4.0 smart factory environments.

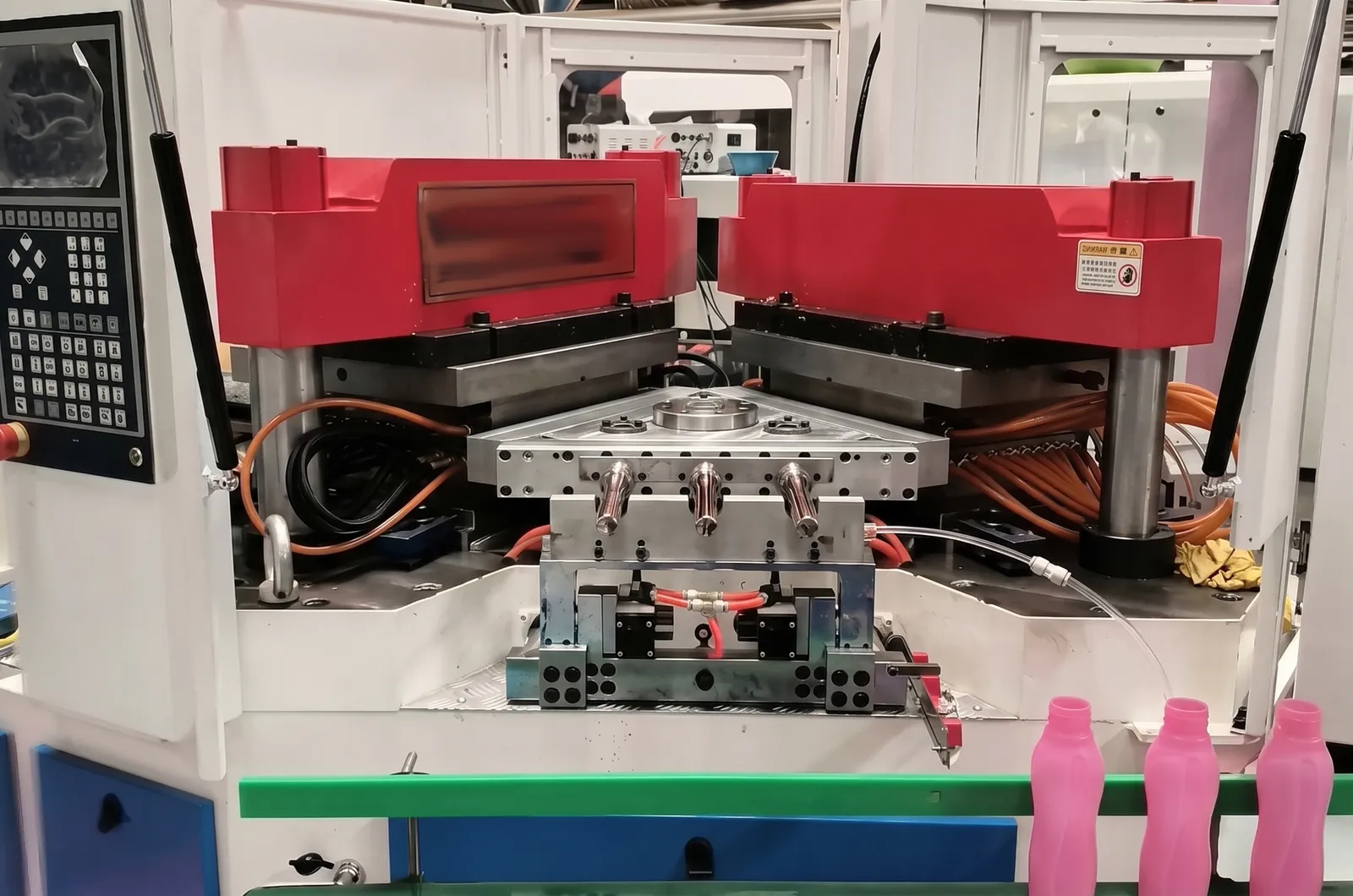
Funktionsprinzip
The ZQ135 injection blow moulding machine operates on a highly efficient three-station rotary process that enables injection, blowing, and stripping to occur simultaneously. This concurrent operation is the foundation of the machine's exceptional productivity and minimal waste generation, making it one of the most efficient machines in its class on the market today.
1. Vorformlingsinjektion
During the injection station, molten plastic material is precisely injected into the mold cavity around the core rod, forming an accurate preform with a perfectly molded bottle neck and thread finish. The injection process ensures complete control over material distribution, wall thickness, and neck geometry. After the preform reaches the proper temperature and solidification point, the mold opens and the mandrel carrying the shaped preform is transferred to the blow molding station via the rotary table mechanism.
2. Blasformen
At the blow station, compressed air is channeled through the mandrel to inflate the heated preform inside the bottle mold cavity. The expanding plastic material conforms precisely to the mold contour, forming the final bottle shape. The bottle shape and mold design determine the number of cavities per cycle. After sufficient cooling and solidification within the mold, the finished bottle retains its dimensional accuracy. The mold then opens and the rotary table transfers the mandrel and completed bottle to the stripping station.
3. Stripping and Ejection
At the stripping station, the finished bottles are automatically ejected from the cooled core rods and conveyed to the packaging line. The three actions of injection, blowing, and ejection work simultaneously at their respective stations on each rotation cycle, which is what makes this one step injection blow molding machine highly efficient with virtually zero production waste. Because the bottle neck is pre-formed during injection, there are no burrs, no flash trimming, and no secondary finishing required, resulting in bottles ready for immediate use.
Anwendungsgebiete
1. Pharmaceutical Bottles
The ZQ135 produces pharmaceutical pill bottles, liquid medicine containers, and eye dropper bottles with 100% sealed neck finishes. Its hygienic bottom-up design prevents oil contamination, meeting GMP and FDA packaging standards for medical-grade bottle production with precise dimensional consistency.
2. Cosmetic Bottles
For cosmetic packaging, the ZQ135 delivers containers with flawless surface finish and accurate thread dimensions. It produces lotion bottles, serum vials, cream jars, and perfume containers with consistent wall thickness and zero burrs, ensuring premium brand presentation on retail shelves.
3. Beverage Bottles
The machine manufactures beverage bottles including water bottles, juice containers, and dairy packaging with reliable sealing performance. High-speed production at up to 115,000 bottles per day meets the demanding output requirements of major beverage processing and bottling facilities.
4. Food Bottles
For food-grade container production, the ZQ135 manufactures sauce bottles, condiment containers, honey jars, and spice packaging with materials that comply with food safety regulations. The clean molding process and precise neck finish ensure tamper-evident sealing for consumer food product protection.
5. Feeding Bottles
Baby feeding bottle production demands the highest safety and hygiene standards. The ZQ135 produces BPA-free HDPE and PP feeding bottles with perfectly sealed mouths, smooth interior surfaces, and consistent wall thickness, ensuring safe and reliable baby products that meet international infant product safety certifications.
6. Hand Wash Bottles
The ZQ135 efficiently produces hand wash, sanitizer, and liquid soap bottles with accurate pump-dispenser neck finishes. Its adjustable clamping force accommodates various bottle sizes from compact travel containers to full-size household dispensers, ensuring leak-proof sealing and consistent product appearance.
7. Chemical Bottles
For chemical packaging applications, the ZQ135 manufactures containers for detergents, cleaning agents, industrial chemicals, and laboratory reagents using HDPE and PP materials that resist chemical corrosion. The precise sealing prevents leakage of hazardous contents, meeting industrial safety and transportation regulations.
8. Pesticide Bottles
Pesticide and agrochemical bottle production requires chemically resistant materials and tamper-proof closures. The ZQ135 produces HDPE pesticide containers with child-resistant cap threads, uniform wall thickness for safe chemical storage, and precise volume accuracy for regulatory labeling compliance in the agricultural sector.
 |  |  |
| Food Bottles | Chemical Bottles | Eyedropper Bottles |
 |  |  |
| Cosmetic Bottles | Feeding Bottles | PP Bottles |
Injection Blow Molding vs. Extrusion Blow Molding
Both injection blow molding and extrusion blow molding are widely used processes for manufacturing hollow plastic containers, but they form the starting shape in completely different ways. Injection blow molding begins from an injection-molded preform, where molten plastic is injected around a core rod to create a precise preform with an accurately formed neck finish. Extrusion blow molding, on the other hand, starts from an extruded parison, a hollow tube of molten plastic that is extruded downward from a die head. This fundamental difference in starting form affects neck precision, wall thickness control, trimming waste, mold structure, material behavior, cycle stability, and the type of bottle each process can produce efficiently.
How Injection Blow Molding (IBM) Works
Injektion: Molten plastic is injected around a core rod to form a precise preform with an accurately finished neck and thread.
Blasen: The preform is transferred to the blow station and inflated with compressed air inside the bottle mold to form the final container shape.
Strippen: The finished bottle is ejected from the core rod without any trimming or flash removal required, resulting in a clean finished product.
How Extrusion Blow Molding (EBM) Works
Extrusion: Molten plastic is extruded downward as a hollow tube called a parison from the die head.
Klemmung: The mold closes around the parison and pinches off excess material at the top and bottom.
Blowing and Trimming: Compressed air forms the bottle shape, then flash waste must be trimmed and recycled after cooling.
IBM controls the neck through injection molding, providing extremely high thread accuracy and sealing reliability. EBM forms the bottle from a parison and normally generates trimming waste that requires secondary processing. The IBM injection blow molding machine structure is built around core rods and station transfer, while EBM machine structure is built around extrusion, parison control, and mold clamping.
IBM vs EBM: Which Blow Molding Process Should You Choose?
Choose injection blow molding when you need: Small or medium precision bottles with accurate threaded necks; pharmaceutical, medical, cosmetic, laboratory, or high-value packaging; low flash waste and cleaner production without secondary trimming; stable dimensions, repeatable wall thickness, and reliable sealing performance.
Choose extrusion blow molding when you need: Large bottles, jerry cans, drums, tanks, or irregular hollow parts; lower tooling cost for less precision-critical packaging; large container flexibility and wider product geometry options; applications where trimming flash is acceptable in the process.
Quick Comparison: IBM vs EBM Process Differences
| Feature / Factor | Spritzblasformen (IBM) | Extrusionsblasformen (EBM) |
|---|---|---|
| Starting Form | Spritzgegossene Vorform | Extrudiertes Vorgelatine |
| Neck Precision | Extrem hoch; der Hals ist spritzgegossen vorgeformt. | Standard; depends on mold closing, trimming, and neck calibration |
| Scrap / Waste Material | Kein Flash und sehr geringer Prozessabfall | Erzeugt Blitzlicht, das gekürzt und wiederverwendet werden muss. |
| Best Container Size | Kleine bis mittelgroße Präzisionsflaschen | Mittelgroße bis große Hohlbehälter |
| Initial Mold Cost | Höhere Vorabinvestitionen für Präzisionswerkzeuge und Kernstangen | Geringere anfängliche Formkosten für viele große Hohlbehälter |
| Beste Anwendungen | Pharmazeutische Tablettenfläschchen, Augenpipetten, Kosmetika, Laborbehälter | Große Milchkannen, Waschmittelfässer, Benzinkanister, komplizierte Griffe |
| Quality Priority | Dimensional consistency, clean production, and sealing reliability | Size flexibility, output, and container-volume economics |
Gängige Flaschenanwendungen für IBM und EBM
| Anwendung | Better Fit | Why It Matters |
|---|---|---|
| Pharmazeutische Pillenflaschen | IBM | Precise neck finish, clean production, and stable sealing are more important than low tooling cost |
| Augentropfer- und Nasensprayflaschen | IBM | Small dosage packaging requires accurate neck geometry and consistent dimensions |
| Cosmetic jars and daily chemical bottles | IBM | Surface finish, dimensional control, and reduced trimming waste improve product quality |
| Jerry cans, drums, and large containers | EBM | Large volume and flexible hollow shapes are usually better matched with EBM equipment |
| Große industrielle Hohlteile | EBM | EBM can handle larger parisons and wider product shapes, even though trimming is required |
Verwendete Rohstoffe bei IBM vs. EBM
Both processes can work with common packaging plastics, but material choice should always be validated against bottle geometry, sealing requirements, regulatory needs, and production stability. HDPE and PP are common in precision IBM packaging. EBM is widely used for HDPE, LDPE, and larger industrial containers. Material selection depends on the end-use application, chemical resistance requirements, and the specific capabilities of the production equipment being used.

Raw Materials Compatible with the ZQ135 IBM Machine
The ZQ135 is engineered to process a wide range of thermoplastic resins. The most common materials used in IBM include HDPE, LDPE, PP, and PS, each chosen for their specific properties that fit different types of products. Below are the primary materials supported by this machine.
HDPE (High-Density Polyethylene)
Common Uses: Detergent bottles, water bottles, pharmaceutical containers
HDPE is one of the most widely processed materials on the ZQ135. It is highly durable and resistant to cracking, making it the go-to material for products that require superior strength and resistance to wear and tear. Its excellent chemical resistance also makes it ideal for packaging household chemicals and industrial cleaning agents.
LDPE (Low-Density Polyethylene)
Common Uses: Squeeze bottles, flexible containers, dropper bottles
LDPE is more flexible than HDPE and offers good transparency, making it suitable for containers that need to be squeezed or bent during use. It is commonly used for eye dropper bottles, cosmetic squeeze tubes, and flexible packaging containers. LDPE processes smoothly on the ZQ135 with excellent mold release characteristics and consistent wall thickness distribution.
LLDPE (Linear Low-Density Polyethylene)
Common Uses: Packaging containers, industrial bottles
LLDPE offers a balanced blend of flexibility and toughness, making it ideal for both consumer and industrial products. It provides better puncture resistance and tensile strength compared to conventional LDPE while maintaining good clarity and processability. LLDPE is well-suited for packaging applications that require enhanced mechanical performance without sacrificing flexibility.
PP (Polypropylene)
Common Uses: Food containers, pharmaceutical packaging, hot-fill bottles
PP is heat-resistant and chemically resistant, making it the preferred choice for food-related products or containers that need to withstand hot-fill processes. It is widely used for pharmaceutical tablet bottles, yogurt containers, and sauce bottles. The ZQ135 processes PP with optimized barrel temperature control across its 6+N heating zones for perfect plasticization quality.
HIPS (High-Impact Polystyrene)
Common Uses: Toys, appliance parts, cosmetic containers
HIPS is strong and impact-resistant, making it ideal for products that need durability under stress. It is commonly used for manufacturing toys, appliance shells, and various consumer product containers. HIPS offers good dimensional stability and smooth surface finish when processed on the ZQ135, making it suitable for applications where visual appearance and mechanical strength both matter.
PS (Polystyrene)
Common Uses: Disposable tableware, packaging, lactic acid bacteria bottles
PS is highly transparent and easy to mold, making it perfect for low-cost, high-clarity products. It is frequently used to produce disposable cups, clear packaging containers, and probiotic drink bottles. The ZQ135 can also process specialty PS grades including high-transparent PS for premium packaging where optical clarity and product visibility are key selling points.

Eigenschaften der automatischen Form der ZQ-Serie
1. Interchangeable Cavity and Neck Design
The injection mold features an activity-designed cavity and neck insert structure with specially engineered oil channels that can be changed conveniently to accommodate different product sizes. This modular design ensures quick changeover between bottle specifications while maintaining stable temperature distribution throughout the mold, preserving preform dimensional accuracy across production runs.
2. Premium Mold Steel Construction
All injection mold components are manufactured from imported S136 steel alloy or 4Cr13 stainless steel, both recognized for their exceptional hardness, corrosion resistance, and polishing capability. This high-strength steel selection significantly increases the service life of the mold tooling, reducing long-term replacement costs and ensuring consistent product quality over millions of molding cycles.
3. Optimized Hot Runner and Preform System
The optimized hot runner system and bottle preform design work together to minimize gram weight deviation and wall thickness variation. The specially engineered mandrel structure maintains fast molding cycles while providing excellent core cooling performance, ensuring uniform preform quality that translates directly to consistent, high-quality finished bottles throughout extended production campaigns.
4. Precision Neck and Thread Accuracy
The mouth and thread dimensions produced by the ZQ Series mould are extremely accurate in size, achieving 100% sealed closure performance. This level of precision is critical for pharmaceutical and food packaging applications where tamper-evident sealing and leak-proof closure are mandatory requirements for regulatory compliance and consumer safety in end-market distribution.
5. Zero Burr and Zero Waste Finish
There are absolutely no burrs and no waste material on the mouth or bottom of the finished bottle. Unlike extrusion blow molding, the injection blow molding process eliminates flash entirely, so no secondary trimming or finishing operations are required. This clean production advantage reduces labor costs, eliminates regrind processing, and ensures that every bottle is ready for immediate filling and packaging.
6. Dimensional and Weight Consistency
The product size, weight, mold parting line, and bottle wall thickness remain highly consistent from the first bottle to the last in every production run. This exceptional repeatability is achieved through precision-machined mold components, stable temperature control, and the servo-driven process of the ZQ135, ensuring uniform product quality that meets the strictest quality control standards in regulated industries.
Injection Blow Molding Machine Maintenance Tips
1. Regular Lubrication and Mechanical Inspection
Perform scheduled lubrication of all moving parts including guide rails, toggle mechanisms, rotary table bearings, and linkage joints according to the maintenance manual. Inspect mechanical components for signs of wear, looseness, or misalignment at regular intervals. Proper lubrication reduces friction, prevents premature component failure, and extends the overall service life of the equipment.
2. Barrel and Screw Cleaning
Clean the injection barrel and screw assembly thoroughly when changing materials or after extended production runs. Residual resin buildup can degrade product quality, cause color contamination, and reduce plasticizing efficiency. Use appropriate purging compounds or manual disassembly cleaning procedures as recommended for the specific resin type being processed on your machine.
3. Heating System and Temperature Controller Checks
Regularly inspect all barrel heater bands, thermocouples, and temperature controllers to ensure accurate and stable heating across all 6+N barrel zones. Faulty heaters or inaccurate temperature readings can lead to uneven plasticization, poor preform quality, and inconsistent bottle wall thickness. Replace worn heater elements and recalibrate temperature sensors on a scheduled maintenance cycle.
4. Cooling Water System Maintenance
Maintain the cooling water system by regularly checking water flow rates, pressure levels (0.3 to 0.4 MPa), and water quality. Clean cooling channels in molds and core rods to prevent mineral buildup and blockage. Insufficient cooling leads to longer cycle times, poor bottle dimensional stability, and uneven shrinkage. Monitor water temperature and flowage to ensure the required 4 m³/h capacity is consistently maintained.
5. Mold and Core Rod Care
Clean and inspect injection molds, blow molds, and core rods after each production run. Apply anti-rust treatment to mold surfaces before storage. Check mold alignment, parting line condition, and cavity surface quality to ensure continued dimensional accuracy and surface finish. Damaged or worn mold components should be repaired or replaced promptly to avoid producing defective bottles that fail quality inspection.
6. Servo Motor and Electrical System Inspection
Inspect servo motors, absolute encoders, drive controllers, and electrical wiring connections on a regular basis. The servo system is the heart of this all-electric machine, and any degradation in servo performance directly affects cycle time, positioning accuracy, and product quality. Keep electrical cabinets clean and free of dust, verify grounding integrity, and monitor servo alarm logs for early fault detection.

Machine Selection Checklist Before Requesting a Quote
Before selecting a machine model, CMN Transmission usually reviews the bottle drawing, material, weight target, neck finish, cavity count, output target, and downstream automation requirements. Providing these details helps our engineering team recommend the most suitable machine configuration for your project.
1. Bottle Capacity and Drawing
The bottle volume and detailed drawing define the required clamp force, mold size, core rod layout, and cooling requirements. Sharing the bottle capacity (such as 10ml, 30ml, 60ml, 100ml, 250ml, or 500ml) and an engineering drawing or sample allows CMN to calculate the exact mold configuration, cavity arrangement, and machine tonnage needed for your production project.
2. Resin Grade and Bottle Weight
The specific plastic resin grade and target bottle weight directly impact plasticizing capacity, processing temperature profile, and cycle time. Different materials such as HDPE, PP, LDPE, and PS each have unique melt flow characteristics and shrinkage rates that influence barrel zone settings, injection pressure, and cooling duration on the IBM injection blow molding machine.
3. Neck Finish and Cap Type
The neck finish specification and cap type determine thread design, sealing tolerance, and mold precision requirements. Whether the bottle uses a screw cap, flip-top closure, pump dispenser, or child-resistant cap, the neck mold insert must be engineered to match exact thread pitch, diameter, and sealing surface dimensions for reliable closure performance in the end application.
4. Required Output and Cavities
The daily output target connects the bottle design to the right machine size and mold configuration. The ZQ135 supports up to 30 cavities for 10ml bottles and 8 cavities for 1000ml bottles. CMN calculates the optimal cavity count, cycle time, and machine utilization rate to ensure your production target is met efficiently and cost-effectively for both initial setup and long-term scaling.

Why Choose CMN's Injection Blow Molding Machines?
CMN Transmission is a professional enterprise mainly engaged in the research and development, production, sales, and international trade of automatic one-step injection-blowing blow molding machines and supporting injection-blowing mold solutions. As a trusted injection blow molding machine manufacturer, our product range includes injection blow molding machines, extrusion blow molding machines, injection stretch blow molding machines, and a full line of auxiliary equipment for downstream automation and quality control integration.
CMN Transmission has assembled an outstanding R&D team that brings together experienced engineering and technical professionals with deep expertise in injection-blowing machinery and injection-blowing mold design. With rich theoretical knowledge and extensive practical experience across thousands of projects, our team can provide customers with detailed and thoughtful pre-sale consultation, in-sale technical support, and comprehensive after-sale services. Whether you need help selecting the right machine model, designing a mold layout, optimizing production parameters, or troubleshooting issues remotely, CMN's engineering team is available to support your success every step of the way.
Our product applications cover pharmaceutical packaging, food packaging, health care packaging, cosmetic packaging, and other precision plastic packaging sectors. CMN machines can produce containers from 1ml to 1000ml using a wide range of plastics including HDPE, LDPE, PP, PS, high transparent PS, ABS, environmental corn material (PLA), EVA, and PCTG. This extensive material compatibility ensures that whatever your packaging application requires, CMN has a proven solution ready to deliver.
CMN Transmission adheres to the enterprise development philosophy of self-reliance, integrity, pragmatism, innovation, and responsibility. We are committed to building one-stop turnkey projects that deliver high-end injection-blowing products with satisfactory user quality and first-class production performance. From initial consultation through machine delivery, mold commissioning, operator training, and ongoing technical support, CMN provides a complete partnership that helps our customers succeed in competitive global packaging markets. As one of the most reliable IBM machine suppliers serving buyers worldwide, we invite you to contact us today to discuss your next project and discover how CMN can help elevate your bottle production capabilities.

Häufig gestellte Fragen
Q: What bottle sizes can the ZQ135 injection blow molding machine produce?
A: The ZQ135 can produce bottles ranging from 1ml to 2000ml in suitable bottle height. The mold cavitation ranges from 30 cavities for 10ml bottles down to 8 cavities for 1000ml containers. The maximum bottle diameter is 120mm and the maximum bottle height is 220mm, covering a wide range of pharmaceutical, cosmetic, food, and industrial packaging applications.
Q: What is the daily production output of this IBM machine for 30ml bottles?
A: For 30ml bottles, the ZQ135 achieves a cycle time of 8.2 seconds with 26 cavities, producing approximately 105,000 bottles per day with a maximum daily output capacity of 115,000 bottles. This high throughput rate makes it suitable for large-scale commercial bottle production in pharmaceutical and cosmetic industries.
Q: How much energy does the ZQ135 full electric injection blow molding machine consume?
A: The ZQ135 achieves 30% energy savings compared to traditional hydraulic injection blow molding machines. For 30ml bottle production, the hourly electricity consumption is approximately 12 kWh. The total installed power is 95 KW with an operating power ratio of 52% to 70%, meaning actual energy usage during production is significantly lower than the rated power capacity.
Q: What plastic materials can this injection blow moulding machine process?
A: The ZQ135 injection blow moulding machine processes a wide range of thermoplastics including HDPE, LDPE, LLDPE, PP, PS, HIPS, high transparent PS, ABS, environmental corn material (PLA), EVA, and PCTG. Each material can be optimized through the 6+N barrel heating zones and adjustable injection parameters to achieve the best product quality for specific packaging applications.
Q: Is the ZQ135 suitable as a alternative to Aoki IBM equipment?
A: Yes, the ZQ135 is widely recognized as a competitive alternative to Aoki IBM equipment units. It offers comparable European-style structural stability, similar or higher clamping forces, equivalent bottle quality with precise neck finishes and zero flash, and fully servo-driven operation at a significantly more accessible price point. Many buyers have successfully transitioned from older Aoki machines to the ZQ135 without compromising production quality.
Q: Can I connect the ZQ135 to automated packaging and inspection systems?
A: Absolutely. The ZQ135 conveyor system can be seamlessly connected to visual inspection systems for detecting foreign particles, insufficient mouth material, and uneven bottoms. It also integrates with side-leak testers, labeling machines, and automatic packaging equipment, enabling fully automated unattended production suitable for Industry 4.0 smart factory environments.
Q: What is the machine pricing from CMN Transmission?
A: The machine price depends on the specific model, mold configuration, cavity count, and customization requirements. CMN Transmission offers competitive pricing that is typically 30% to 40% below comparable European and Japanese brands while maintaining equivalent build quality. Please contact our sales team with your bottle specifications for a detailed quotation including machine, mold, and optional auxiliary equipment.
Q: Does CMN offer customized injection blow molding machine for sale with specific mold tooling?
A: Yes, CMN Transmission provides a complete turnkey service including customized machine packages with project-specific mold tooling. Our engineering team designs the mold layout, hot runner system, core rod configuration, and cavity arrangement based on your bottle drawing, material specification, and production output requirements. We deliver a fully tested machine and mold package ready for production.
Q: What is the difference between injection blow molding machine and injection stretch blow molding machine?
A: An IBM (injection blow molding) machine forms a preform and blows it into a bottle in a single continuous process on one machine. An ISBM (injection stretch blow molding) machine adds a mechanical stretching step that biaxially orients the plastic before blowing, typically used for PET bottles. The ZQ135 is an IBM machine ideal for HDPE, PP, and PS bottles, while ISBM machines are better suited for PET bottles that require enhanced clarity and barrier properties.
Q: How long does delivery take for a ZQ135 injection blow molding machine order?
A: Standard delivery time for a ZQ135 is typically 60 to 90 days from order confirmation, depending on mold complexity and customization requirements. CMN Transmission coordinates international logistics including factory testing, sea freight, customs documentation, and can arrange on-site installation and operator training at your facility. Expedited delivery options may be available for urgent projects upon discussion with our sales team.
Q: Can the ZQ135 produce LED bulb cover bottles and specialty containers?
A: Yes, the ZQ135 can function as a LED bulb cover injection blow molding machine for producing specialty plastic covers, diffusers, and enclosures. With its adjustable clamping force and interchangeable mold system, it accommodates a wide variety of non-standard bottle and container shapes beyond conventional round bottles. Contact CMN with your product drawing to discuss feasibility and mold design for specialty applications.

Kundenrezensionen
Kim Jae-won, Pharmaceutical Industry, South Korea
"We purchased the ZQ135 injection blow molding machine about ten months ago for our pharmaceutical packaging facility in Incheon. The 1350KN clamping force of the injection system gives us perfectly sealed bottle mouths every single time. We are running 50ml HDPE tablet bottles at around 18 cavities per cycle, and the daily output is hitting close to 105,000 units. What really impressed us is the energy savings. Our electricity bill went down noticeably compared to our old hydraulic model. CMN's engineers were on-site for a full week during installation and trained our entire team thoroughly. Would definitely recommend this machine to anyone in the pharma bottle business."
Rajesh Patil, Cosmetic Industry, India
"We have been running the ZQ135 for our cosmetic bottle line in Pune since early this year. We produce 30ml and 60ml PP bottles for local skincare brands, and the surface finish quality is excellent. No burrs, no flash, every bottle comes out clean and ready to fill. The servo-driven system is much quieter than our previous hydraulic machine. Our operators appreciate the reduced noise on the production floor. We did face some initial questions about mold alignment during setup, but CMN's after-sales team responded within 24 hours over video call and walked us through the adjustment procedure step by step. Very professional support throughout."
Mehmet Yilmaz, Chemical Industry, Turkey
"We bought the ZQ135 last year for producing chemical bottles and hand wash containers at our factory in Istanbul. The adjustable clamping force from 40 to 80 tons is very practical because we switch between different bottle sizes every week. Changeover is fast and straightforward. The machine has been running two shifts daily for about eight months now with no major downtime. Shipping from the factory to Turkey took about 35 days via sea freight, which was within our expected timeline. The wooden crate packaging was solid, and the machine arrived in perfect condition with no damage at all."
Andrei Kozlov, Food Industry, Russia
"Our company purchased two ZQ135 injection blow molding machines for our food packaging division in Moscow. We are producing 100ml and 250ml HDPE bottles for condiment brands, running 14 to 18 cavities depending on the bottle size. The consistency of bottle weight and wall thickness across both machines is remarkable, and quality control has never been easier. I will say the documentation could be improved, some parts of the manual needed better translation, but the technical content was complete and the machine drawings were very detailed. Overall, we are happy with the investment and are already discussing a third unit with CMN for next year."
Thabo Molefe, Pharmaceutical Industry, South Africa
"We installed the ZQ135 at our Johannesburg facility about six months ago for pharmaceutical and health supplement bottle production. The hygienic bottom-up design was a major selling point for us, as our production environment must comply with strict pharmaceutical packaging regulations. The machine has been producing 30ml bottles with an 8.2-second cycle time consistently. Energy consumption has been around 12 kWh per hour for 30ml production, which is significantly lower than our old equipment. CMN even sent a technician to South Africa for the commissioning, which is not something every supplier is willing to do. That kind of commitment makes a difference."
Ricardo Santos, Beverage Industry, Brazil
"I have to be honest, I was skeptical at first about ordering an machine from a new supplier instead of going with the European brands we have used before. But after visiting CMN's factory and seeing the ZQ135 running in production, I changed my mind. The build quality is solid, the European-style frame structure feels very stable, and the machine performance matches what was promised. We use it for 500ml beverage bottles in Sao Paulo, running 10 cavities per cycle. The machine pricing from CMN is easily 30 to 40 percent less than comparable European models, and the quality has been on par with our expectations."
James Mitchell, Pharmaceutical Industry, United States
"We evaluated several IBM machine manufacturers before deciding on the ZQ135 from CMN Transmission for our facility in Ohio. The key factors for us were the all-electric servo system, the low noise level, and the ability to integrate with our existing visual inspection and automated packaging line. After nine months of operation, I can say the machine has met our expectations in terms of uptime and bottle quality. We are producing 60ml pharmaceutical bottles for a major US drug company, and every batch passes inspection without issues. CMN also provided remote PLC troubleshooting support several times, which has been genuinely helpful for our maintenance team."
Carlos Garcia, Chemical Industry, Mexico
"We ordered the ZQ135 for our pesticide bottle production line in Monterrey. Pesticide containers need excellent chemical resistance and child-resistant closures, so thread precision was very important for us. The ZQ135 has delivered consistently accurate neck finishes on our HDPE bottles. We have run over 3 million bottles since installation with minimal scrap rate, less than 0.3 percent. The machine dimensions of 5.5 by 2 by 2.4 meters fit well in our production hall, and the 18-ton weight means the foundation requirements were manageable. Customs clearance and shipping from the factory was handled by CMN's logistics partner, and everything went smoothly. Good machine at a competitive price."
Nguyen Kim Thanh, Personal Care Industry, Vietnam
"We purchased the ZQ135 for our cosmetics and personal care bottle production in Ho Chi Minh City. What made us choose CMN over other IBM machine suppliers was the turnkey approach. They did not just sell us a machine, they helped us design the mold layout for our specific bottle range (10ml to 100ml), configured the hot runner system, and trained our operators for two weeks. The machine has been running for five months now, producing about 95,000 bottles per day on average. The servo system keeps the precision consistent even at the end of long production runs. We are very satisfied and plan to order a second unit for our new factory line next quarter."
Zusätzliche Informationen
| Bearbeitet von | Yjx |
|---|